���խ��϶���������խ��϶Tig���������խ��϶�Զ���������˿tigȫλ��խ��϶�Զ�������Ӧ���ں˵����ܵ����ӣ�խ��϶��˿tig������ȫλ��խ��϶��˿tig�Զ�������խ��϶������խ��϶TIG������ȫλ��խ��϶�ܵ��������������Ϲܵ��Ƽ�����˾רҵ��������խ��϶�ܵ�����15201133137
 �������Ϲܵ��Ƽ�����˾www.guandaohanji.com ��Ҫ������Ӫȫλ�ùܵ��Զ�����,�����������ܵ���������ˮ�ܵ�������ʯ�ܵ��Զ�����,ȫ�Զ���Ȼ���ܵ�����,�����ܵ�����, �ҹ�˾Ϊʵ��Ұ��ܵ����ӵ�Ч�ʡ����������������Ա���Ͷ�ǿ�ȣ�����ڳ���ܵ��ĺ��Ӷ���ƵĹܵ��Խ��Զ������� ����ܵ����ִ���ҵ���͵���Ҫ�ֶΣ��ܵ�����ʱ����ܵ�����Ĺؼ����ҹ���������г����롢��ܾ�����ں��ʩ���ص㣬���������ڵĺ����绡�������˵��Ͷ�ǿ�ȴ�����Ч�ʵͣ�ʩ������ʮ�ֵĻ��������ҹ��Ĺܵ����ӹ��˶�ȱ���˹����ʽϸ� ���ܵ��Զ����������ҹ���ʼӦ�����ɸ��ݿͻ���Ҫ����Ƹ��ֹܵ������豸�ܵ��¿��豸�����찲װ���ṩ�����ѵ������ѯ���������ҹ�˾��Ʒ�㷺���������ܵ���ʯ�ܵ���ʯ���ܵ��������ܵ�������ˮ�ܹܵ����촬�����ܵ���.
�������Ϲܵ��Ƽ�����˾www.guandaohanji.com ��Ҫ������Ӫȫλ�ùܵ��Զ�����,�����������ܵ���������ˮ�ܵ�������ʯ�ܵ��Զ�����,ȫ�Զ���Ȼ���ܵ�����,�����ܵ�����, �ҹ�˾Ϊʵ��Ұ��ܵ����ӵ�Ч�ʡ����������������Ա���Ͷ�ǿ�ȣ�����ڳ���ܵ��ĺ��Ӷ���ƵĹܵ��Խ��Զ������� ����ܵ����ִ���ҵ���͵���Ҫ�ֶΣ��ܵ�����ʱ����ܵ�����Ĺؼ����ҹ���������г����롢��ܾ�����ں��ʩ���ص㣬���������ڵĺ����绡�������˵��Ͷ�ǿ�ȴ�����Ч�ʵͣ�ʩ������ʮ�ֵĻ��������ҹ��Ĺܵ����ӹ��˶�ȱ���˹����ʽϸ� ���ܵ��Զ����������ҹ���ʼӦ�����ɸ��ݿͻ���Ҫ����Ƹ��ֹܵ������豸�ܵ��¿��豸�����찲װ���ṩ�����ѵ������ѯ���������ҹ�˾��Ʒ�㷺���������ܵ���ʯ�ܵ���ʯ���ܵ��������ܵ�������ˮ�ܹܵ����촬�����ܵ���.
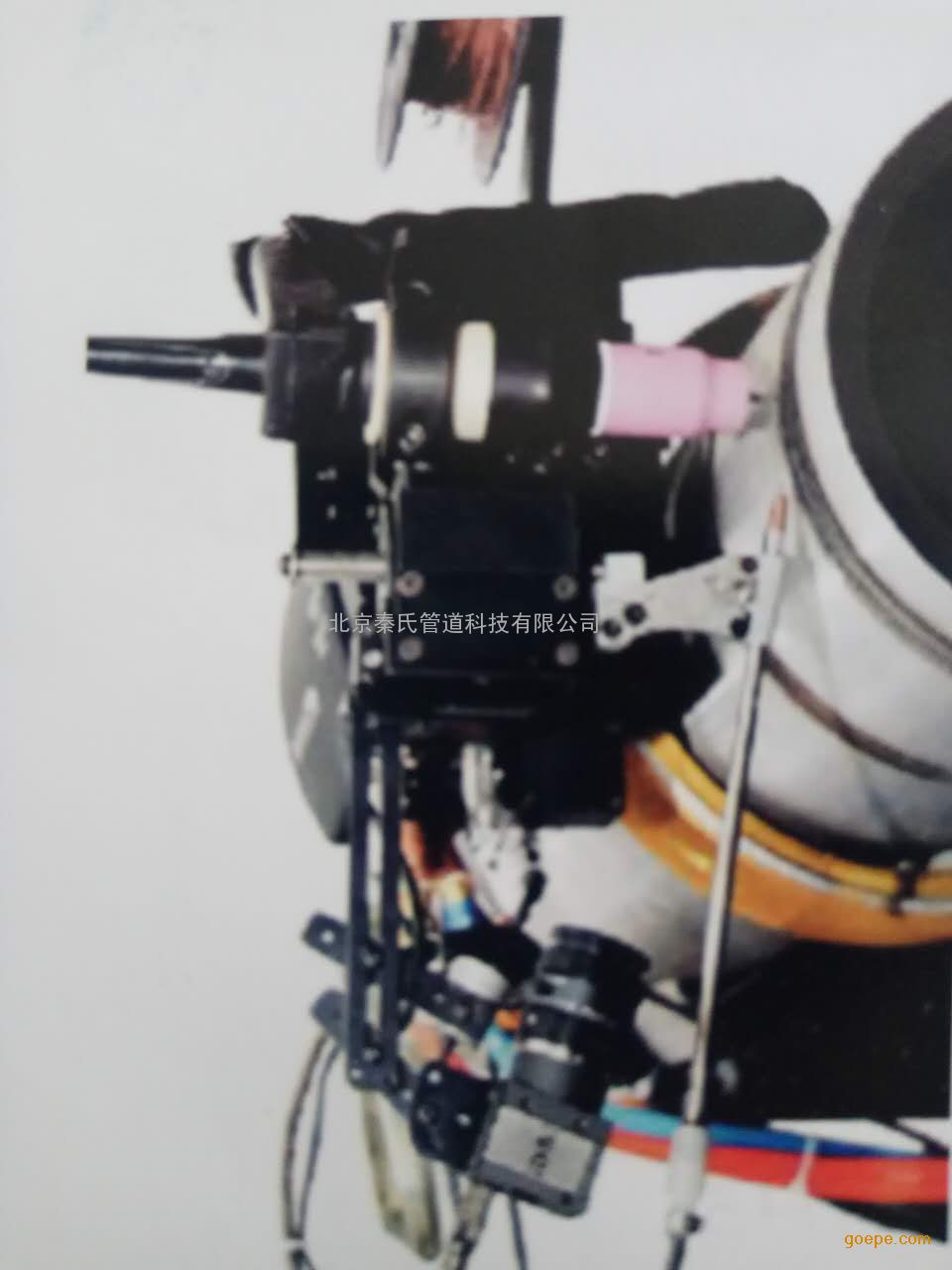
ȫλ��խ��϶��˿TIG����ϵͳ
����ӵ�к��ʵĺ��ӹ��� �����¿ڡ��ĺ��ӹ���ʮ�����������˿TIG���ĺ�ǰ��һ����� V�ͻ�J���¿ڡ� ���ں���20mmʱ���ðڶ������������ӷ�����ʹ�á����¿ڡ����к��ӵ��ŵ����ڿ������㲻ͬ���趨��Ӧ�á���ʱҲ����û���¿���ʽ���������ν�ͷ���� խ��϶�¿ڿ��Դ���������Ч������Ч�ʵ�����ǿ����ٺ����۷�������������ʵ�ֵġ����������60mm��Ĺ����Ͽ�խ��϶�¿��뿪37�ȵij����¿���ȽϾͻᷢ�������¿ڵ������ԼΪ1��3�� ��˿TIG���Ľ����۷���������3:1 ����˿TIG����ȣ���˿TIG���ں��Ӻ�ڹܷ�����ж��ص����ơ� ��ϸ����ŵ����˿TIG��խ��϶�����������˿��խ��϶�¿ڵ�TIG������˿�����¿ڵ�TIG������Ч�������7 / 9��
ȫλ��խ��϶��˿TIG����ϵͳ
խ��϶�ۻ������屣���������õ绡�ڶ������ﺸ�Ӹְ�����ڵ�һ�ַ�������ƽ�������У�Ϊ��ʹI���¿ڵ����߳�ֺ���ʹ�绡ָ���¿�����ڣ������˸��ַ��������ں�˿�����¿�ǰ��ʹ��˿�����ķ�������ʹ��˿�ڴ�ֱ�ں��ӷ����ϰڶ��ķ��������黨״��˿��������ҩо��˿�Ľ��������������ݲ��ô�ֱ��ʵ�ĺ�˿�Ľ������������ȡ����⣬Ҳ�в��æգ�Ar��30�� �գ�CO2)70����Ϊ�����������1.6mmʵ�ĺ�˿����ϵ����屣������������������������״���ӵĽ�ͷ���ںẸ�����У�Ϊ�˷�ֹI���¿������ڽ������ʣ��Ա�õ����ȵĺ�������������º��ӷ��������ú��ӵ����������Ա仯��ʹ��˿�ڶ����¿ڷֳ����²�ĺ��ӷ������Լ���2�ַ�ʽ��������ĺ��ӷ����ȡ�������խ��϶MAG���ӷ����У�Ϊ�˱�֤�¿����ຸ�������˰ڶ���˿�ĺ��ӷ����Լ����ӵ����뺸˿�ڶ�ͬ���仯�ĺ��ӷ�����
1�������豸�������Ժͱ�Ҫ��
����ֹ������գ�խ��϶��˿TIG �Զ������պ�����и��ߵ��۷�Ч�ʼ�***����۳��ͣ������ֳ��亸��ϸߵ���ѧ������ʴ���ܣ�ͬʱҲ�ٴ���֤���ֹ������ȶ����ȴ��������ͷ����ѧ�������Ժϸ�����⡣
խ��϶TIG(NG��TIG)���̳���TIG���������á��ɿز����ࡢ���ò��Ϲ㡢�ʺ��ڸ���λ�ú��Ӽ�ȫλ�ú����ŵ㣬������һЩ��Ҫ�Ͻ�ṹ������ѹ���������˵�վ����·�ܵ��������ٽ��¯�ܵ��ȵĺ��ӡ�
���ں�Ȳ�����20ram�ĺ�壬����NG��TIG���ӣ��ɿ�6��8mm��U�λ�V���¿ڣ����ó��溸ǹ���Ӵ��ټ�������Ⱥͱ����������Ϳ��Խ��к��ӡ����ں�ȳ���20mm�ĺ�壬�ͱ���ʹ�������խ��϶TIG��ǹ���Ա����뵽�¿��н��к��ӡ�
��NG-TIG�У�Ϊ��֤�������֣������¿ڲ���ۺϲ������ɲ������庸��ſص绡�ڶ��ķ�ʽ���к��ӣ�Ҳ���Բ����ټ�(��ǹ)��е�ڶ��ķ�ʽ����庸�ӣ�Ϊ��֤����ۺ�Ч����һ����˵��������ټ�(��ǹ)�ڶ���ʩ�����⣬����NG-TIG�������Ч�ʽϳ�����¿�TIG������������ߣ���������խ��϶���ӷ�����ȣ����Ч����Ȼƫ�ͣ���ɲ�����˿��˿�������ⷽ��ļ����Ѿ����졣
��ʮһ�塱�ڼ䣬�ڿƼ����µ�***�£���ҵ�Ƽ���չȡ���˳���Ľ�������ҵ�ڲ�Ʒ�ṹ������ת��������չ��ʽ�ȷ����Ч�������Ƚ�����������Ϊ������Ʒ�������Ĺؼ�����˾�����豸�����¾ɣ����Ҽ�����������ά���ķ���������������豸������Ӧ���ҵĺ��٣�����Ϊ��˾��Լ��ά�����á�Ŀǰ���ҹ�̫���ܲ�ҵ�������ƽ��ȣ�Ҫսʤȫ��Σ����Ӱ�죬����սΪ����������ҵ����������������ҵ�����DZؾ�֮·��
2���豸��ԭ��
ȫλ����˿TIG���Dz���TIG���������Բ�ܺ���ĺ��ӣ������ֺ��ӹ����У��亸�ӵĿռ�λ�ò��ϱ仯����ƽ�������º������º����������۳�Һ̬�����ڲ�ͬ�Ŀռ�λ����������ͬ�����������Բ�ͬ��ʹ������ͱ仯���������ǣ�Ҫ���ֺ��ӹ������۳��ȶ����������һ�£�����ʹ�۳ص�������绡������Һ̬�۳صı��������ﵽƽ�⡣
��ȫλ��TIG���ӹ��յĻ�����������˿ϵͳ����ͨ�������ĺ�˿���ȵ�Դ�ͼ���װ�öԺ�˿���м��ȣ�ʹ��˿�ڱ������۳�ǰ���ȵ�300��500�档�������Ȳ�����˿���۷��������������Ӷ�����˺���Ч�ʣ�����ԭ����ͼ1��ʾ��
խ��϶��˿TIG���Ӽ�������˿�����ͺ��ӵ������ý������巽ʽ�������ƫ���Ժ��ӵ�Ӱ�졣խ��϶��˿TIG�����豸��ͼ4��4��ʾ��
խ��϶���Ӳ��õ缫ת�ڷ�ʽ����֤�¿ڵIJ���ۺ�Ч�����ں��ӹ�����������״�ĵ缫���Ұڶ����绡���ζ��¿�������ȡ�ͬʱ����ת�ڵĹ�����ϵͳʵʱ���绡��ѹ��������Ч��ʵ�ֻ��ߵ��ڼ�խ��϶�¿ڵĶ��У����ĵ绡��ѹ�仯�������ڵ��ڰڶ��Ŀ��ȣ�����Ӧ�¿ڿ��ȵı仯��
խ��϶���ӣ����ĸ�ĺ��С��30mm��������ͨ��ǹ�����ټ��ӳ����ɺ��ӡ���ĸ�ĺ�ȴ���30mmʱ��Ҫ����ͼר�ú�ǹ����ר�ú�ǹ�У��ټ��˲�������ض�����״�Ա��ܹ�ת��ʱ�����¿ڵ����ࡣ
3������������豸���������
�ձ���AICHI��˾Ҳ���������Ƶ�խ��϶��˿TIG��������ֻ�������ټ��˲������������ǽ��ټ���ͷĥ��һ��б�ȣ��ں��ӹ����н��ټ�ʼ�ն��¿�������ת�ټ����Ӷ�ʹ���ӵ绡����ƫת���Ա�֤����ۺ����á�
���ټ����������ټ����аڶ����ӵ�խ��϶��˿TIG�����ټ�ת�������Ƚϸ��ӣ�����ɱ��ϸߡ��Ƚϳ��õ��Dz���ֱ�ټ�����ǹ����������弰��е�ڶ��ķ����������Ĺ�˾������ESAB��˾�����ô��Liburdi��˾���ҹ������Ϲܵ���˾���Dz������ֽṹ��ʽ��Ϊ����ߺ���Ч�ʺ�����������խ��϶TIG����ϵͳһ����䱸����˿��Ԫ���ڶ����Ƶ�Ԫ��˫�����屣����Ԫ����ѹ���л������Ƶ�Ԫ������ȫλ�ú��ӵ��˶���Ԫ�ȡ����ڰڶ����Ӽ�����
4����ij���ͺ��豸������
�ҹ�˾Ŀǰ��Ҫ���¹ܵ�ȫλ�ú��ӣ����ѡ��������Ч�ʽϸߵ�ȫλ��խ��϶��˿TIG����ϵͳ������Ϊ����˾��Ʒ��������Աȣ�ͨ���ԱȱȽ�ѡ�������Ϲܵ��Ƽ�����˾�IJ�Ʒ��
ȫλ���������ֳ����ڹܵ�ֱ�ܶԽӣ�������˿TIG���ӹ��գ�ȫ����***��խ��϶���ӹ��ռ����������������ȶ�������Ч�ʱȿ������ƿ���ߺ����ٶ�10�����ҡ��Զ��ܹܺ��ӻ�ͷ���г��Ͼ��ж��ּ�ֵ�Ĺ�����ӻ�ͷ��
�������Ϲܵ��������÷����Զ��ܹܺ��� �ɺ���ֱ������168 mm����ں�ĸ��ֹܵ��������κ�����������û�ͷ�ɱ��������죬Ҳ��װ���ڹ��ӻ��������������ϡ�
���ݺ��ӹ��������м�����ʽ����: TIG ��˿�� TIG ��˿�� MIG-MAG ������ӡ��û�ͷ�ɵ�����Ӧ��һ�ֹ��ջ��ֺ��ӹ��յ���ϡ�ģ�黯��װ��ά�dz���: �����������費��15���� (������飬��˿װ�á�)�ͺ��ͷʹ�ֳ�Ӧ�þ��кܸߵ������, �ý�ͷ��ʹ���ӻ�ͷ�����Ѹ�ٷֿ������ֵ��ڿ����ں���Ķ�λ��ʹ������и��ֽǶȾ����ֹ���һ����
�dz����õĵ��졣���͵�����Ƽ�̡���λ��ȡ�½��費��5���ӡ����Ǿ���ԭ���ƶ���֧�Žſɱ����ڸ��ֵ�����뵼��ֱ���ء�
���ӵ�Դѡ��㷺��
PS 406 ���ڼ�TIG ��˿��
PC 300 ���ڶ��������TIG ��˿��
PC 600 ����TIG ��˿�͵����Ӻ�
PC ����MIG-MAG
PC ���ӵ�Դʹ��ר�ú��ӱ������: POW�� Windowsâ ����ϵͳ����������Զ����������20����ľ�������
������б�ټ��İڶ����ܣ�ʵ��խ�¿����ڵij����������Ϊһ��һ�����¿ڿ���9��12mm���¿����***��ɴ�300mm������������AVC���ٹ��ܡ�ȫλ�÷�Χ������18������ÿ�����߱���ͬ�ĺ��Ӳ�������ʵ�����˻����������ӵ���������ƣ����¿ڵ����˺��ӵ���Ϊ��ֵ��ʹ�¿ڱں�����ȱ�ݣ�ͬʱ�����в���С�������ӣ����������롣��˿����Ч�ʱ���ͨ��˿��3��5����
���������ص㣺
�������뺸��
��������������
�¿ڶ����С���ӱ���С
�������ڲ���
�����ڸ�ǿ�ȸֵ��������Բ������Ļ���Խ�
խ��϶�ܵ������豸���������ܷ��ӵ����û�Ч��
�豸����ȫ���������㡢����Ч�ʸߡ����������ã����ֹ�����ȣ����¿ڽ������������Լ2��3��ʩ��ʱ����������֮���������˺���������������������Ϊ���ضԺ����Ӱ�졣
խ��϶��˿TIG���ӹ�����һ�ָ�Ч���ͺġ����ʵĺ��ӹ��շ���������ͬ�ں�ֱͬ���ļ����Ʒ������������Լ�С���Ӷ������˺���ʱ�䣬���������Ч�ʡ�����Ͳ��ֱ����С���ں�ϴ�IJ�Ʒ��������������������¶ȿ��ƽ����ѣ��Ժ������ѧ����Ӱ��ϴ�Ϊ��֤���������������ȡͣ�����µĴ�ʩ���Ӷ���ʵ���������ӣ����Сֱ���ļ������������ֹ�벻�����ס������绡�����������Ϻ��ӹ��գ����Ǻ����绡������Ϊ����Ӱ��ϴ����IJ���ˮƽֱ��Ӱ�캸���������խ��϶��˿TIG���뺸���绡��������ȣ������Ч��30%��50%��������ȣ������������С����ʵ�ֲ�ͣ���������ӣ�����Ч��Ҳ�����ߡ�
���ŵ������
( 1) ����ͬʱ�����ͳ��2�ֻ�3����Ϻ��ӹ��գ������˺��ӹ���ת���Ļ��ڣ�
( 2) ���ں���������С����Ӱ������С�����ӽ�ͷ������Ժã��������Ӧ���ͣ��������⺬���٣������������ƵĿ����Խ��ͣ����ں������С�����Ժ���������С�����ӱ��ν�С��
( 3) խ��϶���¿ڽǶ�С������Լ�˺��Ӳ��Ϻ͵������ģ������������ɱ�����ˣ�խ��϶��˿TIG��Ӧ�ǹ�¯���䡢�ܵ����캸�ӵķ�չ�����ַ�����Ӧ�úܴ�̶��Ͻ���˴��ͺ�ڹ����ĺ������⡣
����ժ�ԣ�http://www.guandaohanji.com/jishu/2017/0705/97.html
Ŀǰ���ڰ���ǧ���˵�վ����M310�ͻ��飬ÿ̨���鷴Ӧ����ȴ��ϵͳΪ����·���ã�ÿ����·������Ӧ��ѹ�������������������������������豸��ͨ����Ӧ����ȴ��ϵͳ�ܵ���������ܵ������������豸�������������ɸ��£�����¶�343�棩����ѹ�����ѹ��17.2MPa��abs�����������Եķ�Ӧ����ȴ�������Ļ�·�����ܵ��ֳ������������˵糧����Ĺؼ����ڣ�ֱ�ӹ�ϵ���˵糧����������ͽ��ȣ�����M310�ͺ˵�������ܵ��ֳ���װ�����������з���խ��϶�Զ��ټ��������屣���绡����TIG������������������ֹ�TIG����ֹ��绡������벵������ֹ������գ��ü�����������ܵ��ֳ���װʩ������������ʩ�����ڡ�
1 ���ܵ����
M310�ͻ���ÿ����·�����ܵ����ȶΡ���κ��ɶ���ɡ�������·���ܵ��ṹʾ��ͼ��ͼ1��ͼ��C1��C4��F1��F4��U1��U2��U4��U6Ϊ���ں˵�վ�����ֳ���װ���ӵ�8�����ܵ����ڡ�8���ֳ����ڴ��⾶***С��832.5mm��***��976mm���ں�***С67mm��***��95.7mm��
���ܵ�Ϊ���������D�D������˫����Z3CN20-09M���������豸�ӹ������Ϊ����ص������岻���Z2CND18-12N�����ֲ��ϵ�̼�����ܵͣ��������õĺ������ܡ�
2 խ��϶TIG�Զ�������
խ��϶TIG�Զ���������һ�ָ�Ч�����ʵ��Ƚ����ӷ������о���Ӧ�ñ���[1-3]���˵糧���ܵ��ֳ����Ӳ���խ��϶TIG�Զ��������ǿ��еģ����������ǿɿ��ģ������������õ�벵������ֹ�����������������ơ�
2.1 �����豸
�����豸ѡ�ü��ô������ۣ�LIBUEDI����˾��ȫλ������TIG�Զ����������豸����һ���������ֻ�����̨�ĺ��ӵ�Դ��һ���ܵ����ӻ�ͷ�����һ������ϵͳ�������ȶ����������ɽ��к��ӹ���Զ����Ƶ��غ��ټ�λ������
2.2 �����¿���ʽ
���ܵ�խ��϶�¿�ΪV�ͺ�U������¿ڣ���ͼ2��ʾ���¿ڵײ�����Լ7mm���ң��¿ڵ��߿��ȡ�10mm�����¿���ʽ�����ں���ʱ�γɺõĺ�����״���¿ڶ۱ߺ��2.5mm�����Ҫ��Ϊ�����������϶0mm��1mm��Ŀ��ֵ0mm�����¿��ڴ�������1.5mm��
2.3 ���Ӳ���
�����������Ӳ���ΪRCC-M�淶[4]��ER316L�����ʵ�ĺ�˿����估���溸��ΪASME�淶[5]��ER316LSi�����ʵ�ĺ�˿����˿��ѧ�ɷּ���1����Si������ER316LSi��˿���нϺõ��۷������ʪ�Ժ������ԣ���������亸����ںͲ�����ۺϡ�
2.4 ��������
���챳����۳صı������ô��Ȳ�����99.99%��������б�������ȹ�����ú���+�����ϱ����ĺ��ӹ��գ����ڱ�������Ϊ������ʵ�����˺��ӵ�������������Խ��Ͳ��Ͳ��δ�ۺϷ��գ�ͬʱͨ����ߺ����ٶȿ��ƺ��������롣
2.5 ���ӹ��ղ���
2.6 ������
�ں����۷�15mm������Һ�50%������ҽ������������⣬����������������⡢����������Һ������⡣ͨ�������ͳ�����������ϣ���ߺ���δ�ۺ�ȱ�ݵļ���ʡ�
3 խ��϶�Զ�������Ӧ��
3.1 Ӧ�����
���벵������ֹ�����խ��϶TIG�Զ������ս��׳��ֲ�ںͲ��δ�ۺ�ȱ�ݣ��������з���խ��϶TIG�Զ����������dzɹ�Ӧ���ڸ��塢����ɽ�Ⱥ˵�վ���ܵ����ֳ�����[3��6]��
���塢����ɽ5̨���鹲120��������Լ�϶���ڴ�����������Ҫ�ϸ���100%�����������ͺ��Ӽ�֤�����������Զ�����ͷ����ǿ�����ֹ�����ͷǿ���൱�������Զ�����ͷ�۷�����ij���������Ժ����ֹ�����ͷ���ر����Զ�������Ӱ�������ԵĽ�����ԶС���ֹ�����Ӱ�죻5̨���鹲120�����ں�10�����Ӽ�֤������Ҫ������������⣬������������ã��ر���***��ʩ����2̨���麸��������ϸ���100%������խ��϶�Զ����������������ں���ʱ��Ϊ10��15�죬����ֹ���Լ30��/���ڣ��������ں���ʱ�����̽���һ�롣
3.2 ����ȱ��
���塢����ɽ5̨���鹲120�����ں�10�����Ӽ�֤��������δ���ֺ��ӵ��µ�ҧ�ߡ����Ƶ�ȱ�ݣ���6�����ڳ��ָ���δ�ۺϼ����׳��꣬�������RCC-M�淶[4]һ����������Ҫ�����������������á�5̨�������ܵ�խ��϶TIG�Զ�����ͷδ�ۺϺͳ�������ȱ���������3��
2.���1��2�Ļ���***�Ⱥ��ӣ����3��4��5�Ļ����ڱ��1��2�Ļ��麸����ɺ�ſ�ʼ���к���.
�Ա�3������������һ��������������������
1�����麸��ȱ�ݱ��Ⱥ����麸��ȱ�ݶࡣ���ݱ�3***�Ⱥ��ӵı��1��2��̨���鹲48������������δ���ֲ��������Ҫ��ĺ���ȱ�ݣ������������ã��ڱ��1��2��̨���麸����ɺ���е������������ܵ��ĺ��ӣ��������˲��������Ҫ��ĺ���ȱ�ݡ�
2�������Զ������շ����׳���ȱ�ݡ��ڱ��5�Ļ������ܵ����ӹ����У�1U4��1U6����ȱ��ȥ�������խ��϶�Զ�������ʱ�ٴγ��ֲ��������Ҫ��ĺ���ȱ�ݡ�
4 ����ȱ��ԭ����������� ����4.1 ���麸��ȱ�ݽ϶�
�ں���ȱ�ݳ��ֺ���ѯ�ʺ��Ӳ����������ĺ��Ӽ�¼��������Ƶ����麸���豸��ȱ����Ҫ������ԭ����ɣ�
1�������������¿ڲ�ڱ�Ե�ۺ����������ĸߵͲ����������ڽ�����һ������ʱ�����Ӳ�����δ������ƽ���������������º�����������ʱ�ô������ۺϲ�����
2������ʱ��˿�������������쳣��δ��ʱֹͣ���ӣ����º������ӳ����ۺϲ�����
3�����������ͷ��Щ��ƽ������˿���ĥ��������豸�쳣���º����ۺϲ�����
4�����ֺ�˿��ƫ�롢��ˮǰӿ���쳣ʱ�����Ӳ�������Ƶ���ʱ�۲��ص�Ϊ���������ͼ�����ۺ������δ��ע���������ۺ������û�м�ʱ���к��ӹ����е��������º�������δ�ۺϡ�
�������ܵ�խ��϶TIG�Զ��������ǹ��ں˵繤���״�Ӧ�ã��������ȱ��ԭ����������ֺ��麸��ȱ�ݱ��Ⱥ�����ȱ�ݶ������һ���Ⱥ��ӵĻ�����Ϊ��խ��϶TIG�Զ������״�Ӧ�ã�������Ա�����Ӳ������ȸ�����Ա�߶����ӣ��ϸ���ز������ִ�У���ǰ��̨���麸����ȱ�ݺ��������麸��ʱ��Ա˼���ϳ�����и�����Ӳ������ټ�λ��������ʱ�����亸����ι۲졢��������λ�������³��ֺ���ȱ�ݣ������״�Ӧ�ã��Զ������̾��鲻�㣬���Զ����������������ĥ���������Ժ��Ӳ�����Ӱ����ղ���λ�����³��ֺ���ȱ�ݡ�
4.2 �����Զ������շ����׳���ȱ��
���ĺ��Ӽ�¼���Զ��������������Ȼ����������ո������ޣ��Һ���ȱ���˹���ĥȥ������ĥ���¿��治�����ƽ�����ٸ��ݺ�����Ƶ���۳����������������Ϊ�Զ������շ����׳���ȱ����Ҫ�Ǵ�ĥȥ��ȱ�ݹ�������˼��˼�ĸ�ģ�Ӱ��խ��϶�����¿�״����ȱ�ݴ�ĥ��ĺ�����խ���Ҵ�ĥ�¿�����������������·������г������ס����δ�ۺϵ���ȱ�ݡ�
4.3 ����
�����������������ܵ�խ��϶TIG�Զ�����������Ч���ͺ���δ�ۺϷ��գ������е�������Ҳ����Ч���ֺ���δ�ۺ�ȱ�ݣ�ȷ�����ܵ��������������ļ�̨������ֵ�ȱ�ݴ������������
1��խ��϶TIG�Զ������¿�״��Ҫ�ߣ�������Ŀ�Ӽ��Ӧ�۲쵽λ���Գ��β��õĺ���Ӧ��ʱ������
2��խ��϶TIG�Զ����Ժ��Ӳ�����Ҫ�ߣ����ӹ�����Ҫ�۲쵽λ��Ӧ�ܸ����쳣�����ʱ���ټ�λ�ú���˿��������
3����һ�������Զ������豸����Ҫ�㣬�Ժ�����ĥ��ҲӦ��ǿ��أ���ʱ������
5 ����
1�����ܵ��ֳ����Ӳ���խ��϶TIG�Զ������ӹ����ȶ������������ߣ���ͷ�����ر��dz�����������ֹ�����ͷ�������������벵������ֹ���������Ч���̺��ӹ��ڣ�խ��϶TIG�Զ��������ں˵�վ���ܵ��ֳ����ӵĹ���Ӧ���dzɹ��ġ�
2�����������������ܵ�խ��϶TIG�Զ����������¿���״�������豸״�������Ӳ�����Ҫ�ߣ�����խ��϶�Զ��������ǹ��ں˵繤���״�Ӧ�ã����ǿ���������۾��飬��һ����ߺ���������
1.���ùܾ���DN130��3��ֱ��
2.���ñں�5-12MM ;5-40MM
3.���ò��ʣ�̼�֡��Ͻ�֡����¸ֵ�
4.���ú��죺���ֹܶκ��죬�����-���Ӻ��졢����-��ͷ���졢����-�������졢����-�������졢����-��ͷ�����
5.�Զ��������ƺ�
6.���߿��ƺе��ڰ���ʽ
7.
8.������ѹ��������
9.���߿���20��Χ��
10.���ӷ�ʽ��CO2���屣����
11.����Ҫ�����С��1.5m/s
12.�¿ڼӹ�Ҫ��V˫V�ε��¿�
13.����ڿ�ʵ�ֵ��溸˫����ʹ�ס���䡢����Ⱥ���
14.�̶��ڿ�ʵ����亸���溸
15.������Դ�����ÿϱ�2530
16.�����Ը��ݿͻ���Ҫ���ò�ͬ������Դ
17.������
18.����������12����
19.���ӵ�Դ������С���߳�4�� YX-150B���ӵ�Դ������С���߳�5��
20.����С�������ٶ�0-99������ʾ�ɵ�
21.�ڶ�����0-30MM�ɵ�
22.�ڶ�ϵͳ�����ƶ�0-80MM
23.�ڶ��ٶȿɵ�
24.�ڶ����ȿɵ�
25.���Ҷ�ʱ�ɵ�
26.��ǹ�����½��г�30MM
27.�Զ�������ϵͳ
28.װ�غ�˿����20����
29.��˿ֱ��1.0-1.2mm
30.�����������ٶȿ����ֹ������������ȹ��ʽȫλ���Զ�����������֮һ
31.������һ��YX-150A�ܵ�ȫλ���Զ��������а��������ϱ�2530���ӵ�Դ������35������÷�Χ12mm���±ں�12mm������150B�����ϱ�500A���ӵ�Դ
32.
�ܵ�ȫλ���Զ�������MIG����
�ͺŹ��SX-500
���÷�Χ����������150mmֱ�����Ϲܵ�����亸���溸
�Զ��̶ȣ��Զ����̶Ƚϸߣ���ǰ����ƽ��λ�õĺ��ӹ��ղ���������ʱ����ʵʱ������
�¿�Ҫ��Ҫ�ߣ��������Զ�������¿ںͺ����϶��һ��Ҫ��
����Ч�ʣ��ϸߣ�250-300�羶/�죩
�ɲ����ԣ���/�Ϻã�Ҫ����һ��ʱ�����ѵ����ѧ�Ẹ�ӣ�
������ͣ��Ϻã�����С��ʼ���عܵ���ת��ȫλ�ú��ӣ�
���Ӻϸ��ʣ�96%���ϣ����ռ��ɺ���������������ڣ�
�����ɿ��ԣ����ã����ø�ǿ���֣���200�ȸ���
���ùܾ���DN150���� ���ñں�5-12MM ���ò��ʣ�̼�֡��Ͻ�֡����¸ֵ�
С���ߴ磺230x130x170 ����С����ת�ռ䣺280mm ��ͷ���ʣ�120W �����ٶȣ�0-2.5m/h
�ڶ����ȣ�2.5-30mm �ڶ��ٶȣ�0-42mm/S ͣ��ʱ�䣺0-2s ��ͷ������12kg
��ǹ�߶ȣ�0-30mm ��ǹ�Ƕȣ�0-60�� װ�غ�˿��20kg
Ŀǰ���ܵ����ӳ��õķ����к����绡��(SMAW)����(SAW)���ټ����屣����( GTAW)���ۻ������屣����(GMAW)��ҩо��˿�绡��(FCAW)�����ȼ��֡�
(1)�����绡�����ŵ����豸����㡢����������������ά��װ���еĶ̷�ĺ��ӣ��ر��ǿ������ø����Դﵽ�IJ�λ�ĺ��ӡ�ȱ����ǶԺ�����������Ҫ��ߣ�������ѵ���ô��Ͷ����������Ч�ʵͣ��������������������ĺ��ӡ������绡��������Ӧ�ĺ����������ڴ������ҵ��̼�֡�����֡�������ͭ������������Ͻ�ĺ��ӡ�
(2)�����Բ��ýϴ�ĵ������ڵ绡�ȵ������£�һ���ֺ����ۻ�����������Һ̬��������Һ̬ұ��Ӧ����һ�����������ڽ����۳صı��棬һ������Ա��������������ֹ��������Ⱦ�������ۻ���������������ѧ��Ӧ�����ƺ�������ijɷּ�����;��һ���滹����ʹ�������������ȴ����ֹ���ơ�����ȱ�ݵIJ������뺸���绡����ȣ���***����ŵ���Ǻ��������ߣ������ٶȿ죬�Ͷ������á���ˣ����ر������ڴ�������ֱ�켰����ĺ��ӣ����Ҷ���û�е�����ӡ�ȱ����һ��ֻ������ƽ��ͽǷ�ĺ��ӣ�����λ�õĺ�������Ҫ������װ���Ա�֤�����Ժ������ĸ��Ǻͷ�ֹ�۳ؽ�����©��;����ʱ����ֱ�ӹ۲�绡���¿ڵ����٢�ã���Ҫ���ú����Զ�����ϵͳ����֤��������첻��ƫ;ʹ�õ����ϴ绡�ĵ糡ǿ�Ƚϸߣ�����С��100Aʱ���绡�ȶ��Խϲ�����˺��Ӻ��С��1mm�ı��������ѹ㷺����̼�֡��ͺϽ�ṹ�ֺͲ���ֵĺ��ӡ������������Խ��ͺ��ӽ�ͷ����ȴ�ٶȣ���ijЩ��ǿ�Ƚṹ�ֺ�̼��Ҳ���Բ��������к��ӡ�
(3)�ټ����屣���������ܺܺõĿ��������룬�����������ӱ�������ʹ����һ�ּ��÷��������ַ������������������н����ĺ��ӣ��������øɺ�������þ��Щ���γ�����������Ľ����Լ����ѡ�����Щ���ý��������ֺ��ӷ����ĺ��������ߣ����������绡����ȣ��亸���ٶȽ����������ɱ��ߡ�����Χ������Ӱ��ϴ��������������
(4)�ۻ������屣����ͨ��ʹ�õ������������������������̼����Щ����Ļ�����������������Ϊ������ʱ��Ϊ�ۻ����������屣����(�ڹ����ϼ��ΪMIG��);�Զ�������������������(O2��CO2)�Ļ����ʱ������C02��C02+02�Ļ����Ϊ������ʱ��ͳ��Ϊ�ۻ����������屣����(�ڹ����ϼ��ΪMAG��)���ۻ������屣������Ҫ�ŵ��ǿ��Է���ؽ��и���λ�õĺ��ӣ�ͬʱҲ���к����ٶȽϿ졢�۷��ʽϸߵ��ŵ㡣�ۻ����������屣�������������ڴַ�Ҫ�����ĺ��ӣ�����̼�֡��Ͻ�֡��ۻ����������屣���������ڲ���֡�����þ��ͭ���ѡ�ﯼ����Ͻ��������ַ������Խ��е绡�㺸��
(5)ҩо��˿�绡��������Ϊ���ۻ������屣������һ�����͡�����ʹ�õĺ�˿��ҩо��˿����˿��о��װ�и�����ɳɷֵ�ҩ�ۡ�����ʱ��ӱ������壬��Ҫ��CO2���壬ҩ�����ȷֽ���ۻ����������������������۳ء����Ͻ��Ȼ������á�ҩо��˿�绡��������ӱ�������ʱ�������Ա���ҩо��˿�绡����������ҩ�۷ֽ�������������������壬���ֺ��ӷ����ĺ�˿���쳤�ȱ仯����Ӱ�챣��Ч������仯��Χ�ɽϴ�ҩо��˿�绡���������ŵ㣺���ӹ������ܺã�������������;�۷��ٶȿ졢�����ʸߣ����Խ����������Զ������Զ�����;�Ͻ�ϵͳ�������㣬����ͨ��������Ƥ��ҩо����;�������۷�����Ļ�ѧ�ɷ�;�ܺĵ�;�ۺϳɱ��͡�ȱ���������豸���ӡ����칤�ռ���Ҫ��ߡ�ҩо��˿����Ҫ��ߺͺ�˿�������ܳ���ҩо��˿�绡������Ӧ���ڴ������ɫ�������ֺ�ȡ����ֽ�ͷ�ĺ��ӡ�
(6)�����Ǵӹ���������һ�������ڹܵ����캸�ӵĹ��շ���������ָ�ڹܵ�����Ķ������������º��ӵ�һ�ֹ��շ���������������Ч�ʸߡ����������õ��ŵ㡣
�ֹ���ά��4.0mm���������(ȫ�ֹ������ֹ���)/STT���Զ��������+���Զ��Ա�������䡢���溸�����ص�����ά�غ�������������õĴ������ܹ�***���ȵı�֤����������Σ�ʹ�÷���;STT���Զ��������к���Ч�ʸߣ������ȶ��ɿ�;���Զ��Ա�����䡢���溸�����Գ�ֱ�֤���������ͺ���Ч�ʡ�
ȫ�ֹ������ֹ���/STT���Զ������+���Զ��Ա���������Ǻ����������£�
����ȫ�ֹ������ֹ�������������Ч�ʵͣ�������Ϊ�ֹ������ӽ�ͷ�࣬����ֱ�֤����Ԥ���¶Ⱥͺ��Ӳ���¶ȡ�����ͷ��Ӱ�캸����������������Ҫ���ء���ˣ������ֹ���ά�����������+���Զ��Ա�������ǵĺ��ӷ���Ҫ�õöࡣ
STT�������Զ���������Ч�ʸߣ����������ɿ����Ҳ��������������ɼ�������ҧ�ߵȺ���ȱ��;���ҵ�������ĺ�ȿɴ�4��5mm���ܹ���Ч����������ѡ�
����ժ�ԣ�http://www.guandaohanji.com/religuandaohanji/2017022235.html
|
��ϵ�ˣ��ؾ���15201133137 010-62817931
�� �棺010-62817931
�� �䣺272315659@qq.com
�� ַ��www.guandaohanji.com
��˾��ַ�� �����в�ƽ��ɳ�����ƽ·99��ɳ�ӿƼ�M��103
|
|