

�������ƣ�ɽ����������ɽ��е�豸����˾
��ϵ�ˣ��Ͼ�����������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺2770179419@qq.com
��ϵ��ַ��̫ԭ��С�����������е¿ƹ�Т���Ļ���ҵ����ԭ������﹤ҵ����
�ʱࣺ30000
��ϵ��ʱ����˵���ں������Ͽ����ģ�лл��
������C�����̿�������ģʽ��������11�������ӵ���������ֱ��������·����Ȼ���ҽŴ������ţ�Ƥ��������ɺ������Ž����֣���������˹�Ƽ�©���ţ�����û�н���C��������ǻ�������¼�Ĺ�����
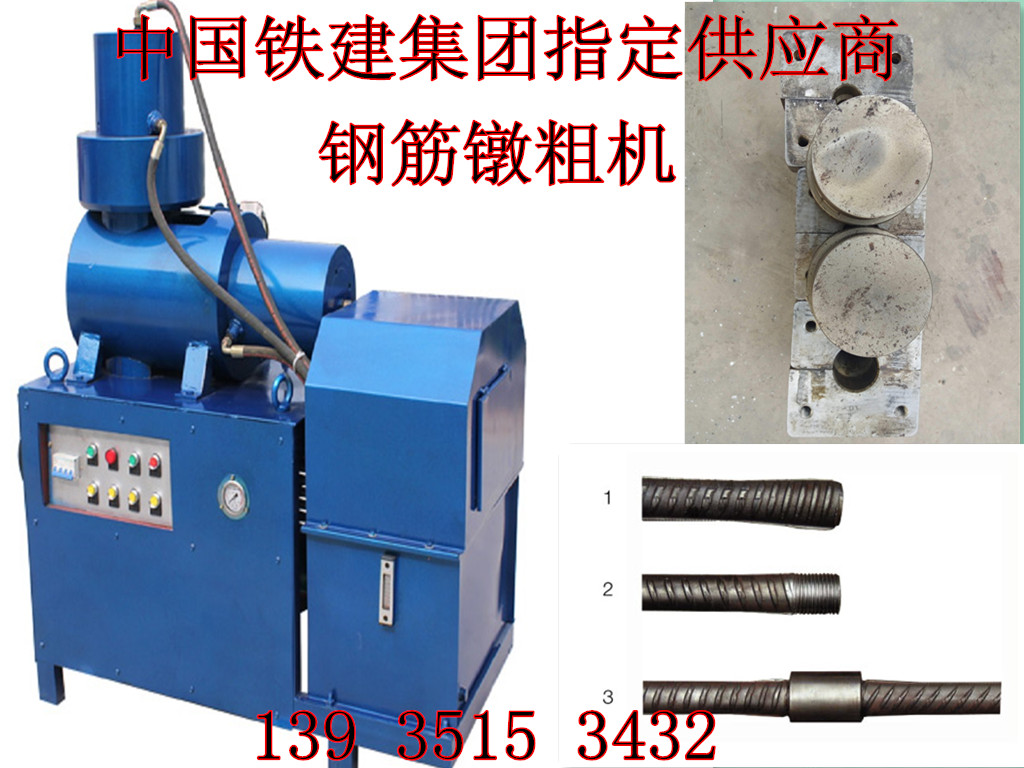
����Һѹ�����ԭ��ʹ�ֽ��ͷ���Ա��Σ�ֱ������4~6mm��Ȼ���ټӹ����ơ�ʹ�ӹ����ƺ��ʵ�ʽ��������ԭ�ֽ���������������ͷ�Ŀ���ǿ�ȡ�������ֺ�����ƽ�ͷ������������ȫ������ĸ�ģ�������Ҫ��ϸߵĹ��̡�
��;����Ҫ���ڽ������̴��߸ֹ���ֱ����˿ͷ�������ֽ��νӵĹؼ��豸���ɼӹ�ֱ��16-40mm��HRB335��HRB400�����߸ֽ
�ص㣺
1.�������ԣ�Һ���������ƣ�����Ҫרҵ������ʮ�������Ҽ��ɿ�������
2.�ֽ�ֱ���ƹ�ѹ������һ��װ�����Ӱ��ߵ��������Ƶļӹ����̡��ӹ����Ƶ����η������߶Ⱦ��ȸߣ���еǿ�ȸ�
3.�ȿɼӹ��������ƣ�Ҳ�ɼӹ���������
4.�����������ԡ��ṹ���ա���ҵ�ο������й�ͬ���Զ����ϻ���
5.����Ч�ʸߣ�12�����ҿɶմ������ֽ�ͷ��
6.�������٣��������㲿����ʩ���ɱ���
7.��ѹ�� �ͺ��� С���� �ν�ʡ������
�����ֽ�ų�����Խӷ�ʽ
����煴ֻ����ܲ���
1���ӹ��ֽ�ֱ����ģ����14-��40mm
2����������ʣ�4.0 KW
3�����õ�Դ������380V 50Hz
4������ת�٣�40-62r/min
5�����ƴ�ӹ����ȣ�200mm
6��������560kg
7��������5.42l/min
8��ѹ����80mpa
9�������г̣�140mm
10���������2036KN
11.һ��մ֣�3-5mm
12.��ҵЧ�ʣ�һ���Ӷմ�����
˫��煴ֻ����ܲ���
1.�ӹ��ֽ��ģ��16-36mm
2.��������ʣ�7.5kw
3.��ѹ��380v 50Hz
4.68����ĥ��ѹ��
5.����ҵѹ����31.5mpa
6.������780kg
�ֽ��ǿֱ�����νӼ������ҹ����ڿ����ɹ�����һ���ֽ��е�νӼ��ܣ�����������ͷ���Ƚ��ֽ�˲���֣�Ȼ��������ר�û�������ֶν�����˿�����ô������Ƶ��ν���Ͳ�������ֽ��ν����������ּ��ܹ�������Ͳ�����νӺ������νӵij��������н�ͷǿ�ȸߣ��������ȡ�ʩ���������ν��ٶȿ졢���ù�ģ�㡢���ɾ���Ч��õȳ�����

ʩ������
�ֽ��ǿֱ�����νӼ������ҹ����ڿ����ɹ�����һ���ֽ��е�νӼ��ܣ�����������ͷ���Ƚ��ֽ�˲���֣�Ȼ��������ר�û�������ֶν�����˿�����ô������Ƶ��ν���Ͳ�������ֽ��ν����������ּ��ܹ�������Ͳ�����νӺ������νӵij��������н�ͷǿ�ȸߣ��������ȡ�ʩ���������ν��ٶȿ졢���ù�ģ�㡢���ɾ���Ч��õȳ�������������������˿��������������Ȼ��֤��ͷ�ܳ�ַ���ĸ�ĵ�ǿ�ȡ����ֽ��ǿ����ЧӦ��һ��ü��ܿ˷������ƽ�ͷ�����ο��Բ��ȱ�ݡ�
1.ʩ��Ԥ��
��1������Ҫ��
�ֲ�Ӧ���г����ϸ�֤����ѧ���ܼ����������ɹ���Ӧ�������й淶�滮Ҫ���ν���ͲӦ�г����ϸ�֤����Ͳ����ĸ����������̼�ظֻ�ͺϽ�ṹ�֡��俹��ֵӦ���ڱ��νӸֽ�������������淶ֵ��1.2 ������Ͳ���Ӧע�����νӸֽ��ֱ�������ͣ������͡�����ʱӦ���÷��⡢������ҵ��
��2������
���ݹ滮ͼֽ�����ù��̲�ߣ���ʱ�������жϸֽ�ij��ȣ��϶����ϳ��ȣ������ͷ���ڻἯ��Ӱ�������������ͷ��λװ����������С�����Ρ�
2.ʩ������
��1������ԭ��
���ֱ���ƹ�������������������ֽ�˲���֣�������˿���ڸֽ�˲�����ֶ��ϼӹ�ֱ���ƣ�Ȼ�����ν���Ͳ�������ֽ�Խӡ����ڸֽ�˲������������Ӵ���ǿ��Ҳ�н�������֮���ֽ�˲��ӹ�ֱ���ƺ������Ƶײ���Сֱ����Ӧ��С�ڸֽ�ĸ�ĵ�ֱ����������ý�ͷ����ֽ�ĸ�ĵ�ǿ��
��2����������
��ֱ���Ƹֽ��νӵĹ�������Ϊ���ֽ����ϡ�Һѹ��֡��ӹ����ơ�װ����Ͳ���ӹ����ơ�Һѹ��֡��ֽ��ͷ��װ�����Ϸ����ס����ñ�ǡ��ֳ�װ�á�
��3�������
�ӹ����õĸֽ�˲������ֱ��Ҫ���жϵĶ�����ֽ����߱�ֱ������ֻҪ����ɰ���п������ϣ��䳤�Ȱ����ϳ��Ƚ����п���
Ȼ������������������˽������⣬C��������Ų������̫�������ѰУ������ϰ볡C������4�Σ�����û���ջ������̬Ҳ��ʼ��ü��ꡣ









