商铺名称:西安瑞达焊接材料有限公司
联系人:王经理(先生)
联系手机:
固定电话:
企业邮箱:3030564066@qq.com
联系地址:西安市长安区吉源路165号
邮编:710100
联系我时,请说是在焊材网上看到的,谢谢!
|
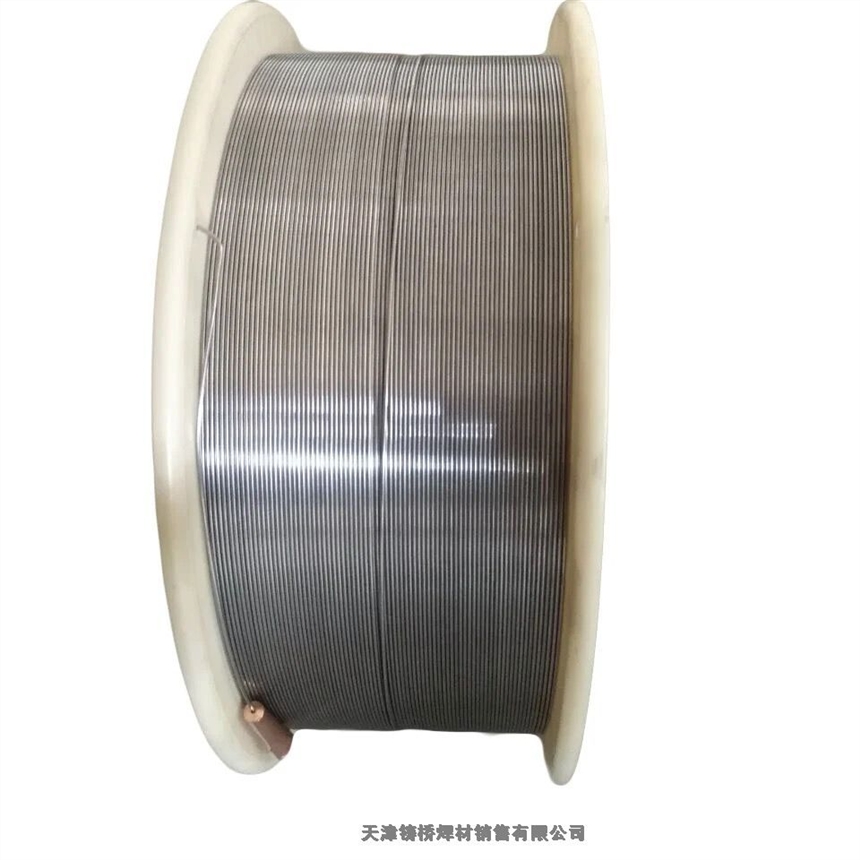
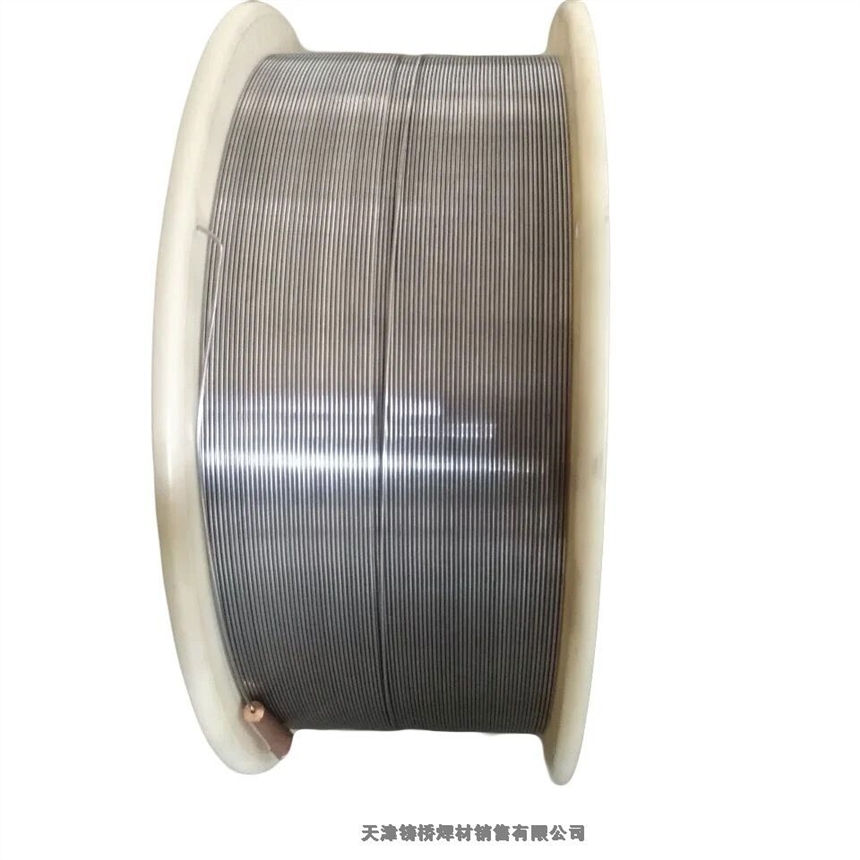
E308不锈钢药芯焊丝
|
符合GB/T 17853-1999 E308LT1-1
相当AWS A5.22-1995 E308LT1-1
|
||||||||||||||||||
|
说明与用途:
E308不锈钢药芯焊丝.适于18%Cr-8%Ni型的不锈钢焊接。由于焊缝金属中含有适量的铁素体,故裂纹敏感性低,抗晶间腐蚀性能优良。用于焊接工作温度低于300℃的耐腐蚀的0Cr19Ni9,00Cr19Ni11Ti不锈钢的结构。 |
|||||||||||||||||||
|
熔敷金属化学成分(%)
|
|||||||||||||||||||
|
熔敷金属力学性能
|
|||||||||||||||||||
|
焊丝规格
|
|||||||||||||||||||
|
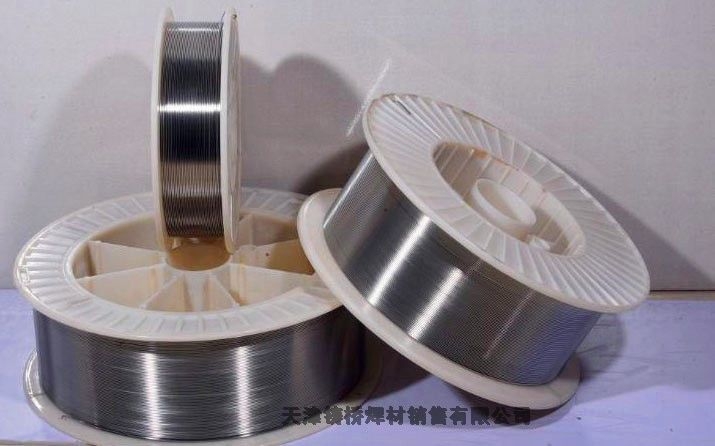
E308L不锈钢药芯焊丝
|
符合GB/T 17853-1999 E308LT1-1
相当AWS A5.22-1995 E308LT1-1
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
说明与用途:
E308L不锈钢药芯焊丝.本品为超低碳不锈钢药芯焊丝,适于18%Cr-8%Ni型低碳、超低碳不锈钢的焊接。由于碳含量低,能抵抗因碳化物析出而产生的晶间腐蚀,故裂纹敏感性低,抗晶间腐蚀性能优良。 用 途:用于石油化工设备和压力容器用耐腐蚀不锈钢的焊接,如00Cr18Ni9,00Cr18Ni9Ti不锈钢的焊接,也可用于压力容器内壁耐腐蚀层的焊接。 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
熔敷金属化学成分(%)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
熔敷金属力学性能
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
焊丝规格
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||