

商铺名称:广州市精源电子设备有限公司
联系人:谭窑(先生)
联系手机:
固定电话:
企业邮箱:1594751750@qq.com
联系地址:广州市黄埔区开源大道188号B栋6楼
邮编:530510
联系我时,请说是在焊材网上看到的,谢谢!

微点焊逆变直流电阻焊接电源可应用于自动化焊接设备,我们提供的是中频逆变直流焊接电源,适合自动焊接要求的高效、高焊接一致性的要求。是自动焊接机的极好选择,欢迎自动化设备厂商咨询。
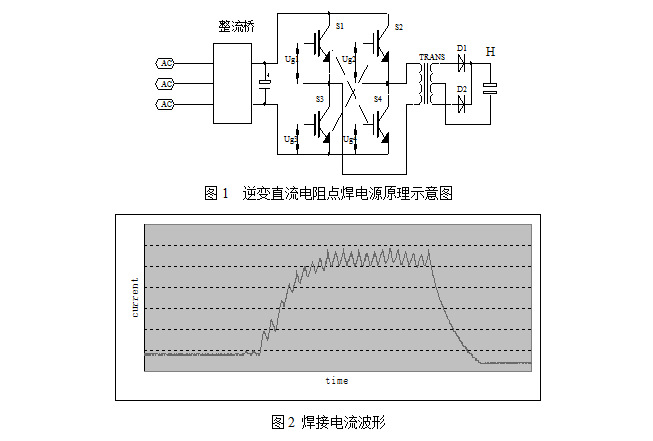

1、直流输出。焊接电流为脉动直流(且波纹度小),无交流过零不连续加热工件的缺点,热量集中,提高了焊接热效率,对有色金属材料和一些难焊材料的焊接特别适合,焊接过程稳定、焊接质量显著提高。同时,电极寿命获得延长。
2、由微控制器(MCU)控制,具有电流、电压、功率监控功能。
3、逆变桥采用软开关技术,减小开关损耗,减小电磁干扰。
4、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5、逆变桥电流失常自动关断,增强系统保护。
6、三段加热设定,带电流缓升缓降功能,时间宽范围设定(0-250ms或0-1s),适用复杂焊接过程需要。
7、20组参数储存,方便多种焊接品种使用。
8、240x128 LCD显示,同时显示多种内容。
9、较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。
10、数据存储采用EEPROM,无电池寿命问题。
11、响应速度快。由于采用了较高的逆变频率(4kHz、1kHz),具体型号机器的逆变频率可查阅表1。通电时间控制周期为0.25ms或1ms,比通常交流焊机的20ms提高80或20倍,控制精度明显提高。与电容储能焊机相比,无需充放电,可控性明显增强,特别适合于精密件的焊接和高质量、高精度、高速度焊接。



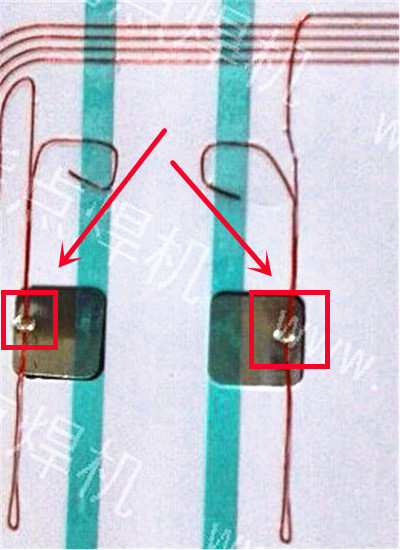

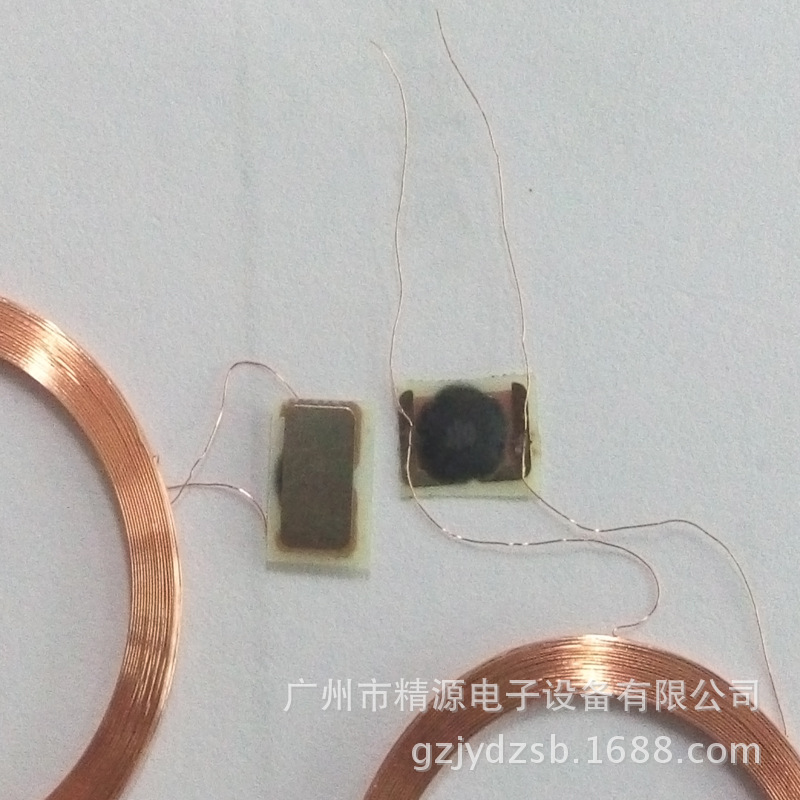
工件样品免费焊接
广州精源电子设备有限公司在工厂内备有多种功率的精密逆变点焊机(碰焊机)、热压焊机、缝焊机,并且有几百种适合不同产品的夹具(还可根据产品设计夹具),无论贵司有任何产品存在焊接难点问题,都诚恳的欢迎您来我司(或将工件寄到我司)焊接打样,我们工程师30年的“电阻焊研究”和对焊接工艺的深度理解,完全有可能助你找到极好的焊接解决方案。
工频交流焊机由于电流过零的影响,热效率低,用晶闸管调节电流,当电流百分比偏小时,过零时间长,影响更大;逆变直流点焊机输出电流为脉动直流,在回路电感的作用下为连续直流输出,热效率高,焊接热输入稳定。
工频交流焊机由于电流过零的影响,加热时间相对较长。逆变电阻点焊机为直流输出,加热集中,焊接时间缩短。
工频交流点焊机工作在50Hz,变压器损耗大,焊机功率因素低,回路损耗大。逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
工频交流焊机的变压器铁心较大,同样功率条件下设备较笨重。逆变直流电阻点焊机变压器大大减小,设备较轻巧。
电容贮能焊机需要合理的电容充电过程(否则电容容易损坏),降低了生产速度。逆变电阻点焊机没有这一过程,焊接速度高。
电容贮能焊机的变压器实际工作在更低的频率,为防止饱和,变压器铁心更大,损耗加大;电容充电回路也增加损耗。逆变焊机变压器工作在较高的频率(1-4kHz),损耗很小,直流输出改善功率因素,节能效果明显。
电容贮能焊机的变压器铁心大,储能电容也占据相当的空间,设备笨重。逆变直流电阻点焊机变压器小、没有庞大的电容器组,设备较轻巧。
焊接时流经焊接回路的电流称焊接电流。焊接电流是最重要的点焊参数,调节焊接电流对接头性能的影响见图25。
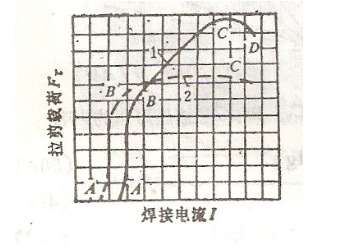
AB段 曲线的陡峭段。由于焊接电流小,使热源强度不足而不能形成熔核或熔核尺寸甚小,因此焊点拉剪载荷较低且很不稳定。
C点以后 由于电流过大,使加热过于强烈,引起金属过热、喷溅、压痕过深等缺陷,接头性能反而下降。











