商铺名称:江苏海龙水下工程有限公司
联系人:武红高(先生)
联系手机:
固定电话:
企业邮箱:962507774@qq.com
联系地址:江苏省盐城市前中北路91号
邮编:224021
联系我时,请说是在焊材网上看到的,谢谢!
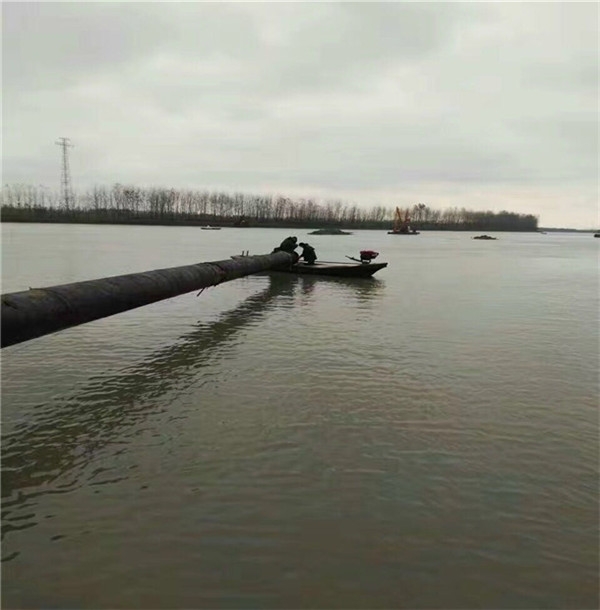
水下沉管沟槽开挖
对槽轴线段进行浚前测量,取得手资料,并绘制施工图纸。
导标布设:以基槽轴线为基准,左右基槽边线各设一对线标,轴线上设置一组中心标。
管道基槽开挖拟采用两栖式挖泥船进行。挖泥船采用沿着沟槽轴线从发送道位置开始逐步往对岸施工,并且为了防止河内淤泥向已挖沟槽内,采用二次清理沟槽。平面控制采用在岸上建立交会标选用性能优良的六分仪交会定位,控制挖泥船的船位。在导流槽边缘用竹竿打桩定位,本工程的施工定位至关重要,对此我们采用“激光测距仪、GPS和导标”三结合的开展施工平面控制,确保施工控制。平面位置控制,由挖泥船参照中心导标和岸上架设仪导向结合。能够确保管道基槽轴线的准确。深度控制,挖泥船上操作人员根据水位变化随时开挖深度,确保基槽平整度控制在规定范围内,船艏当班水手用测绳随时复测挖深情况。开挖时要把稳慢移,根据挖泥导标和水尺记录,确保基槽轴线准确、槽底平整。基槽开挖时,要有专人对已挖基槽进行自检,基槽轴线、宽度、深度、平整度、坡比应本符合设计要求,并记录备查。基槽开挖完成后,及时通知业主及监理工程师进行验收,提供完整的基槽施工验收资料,验收合格后方可进行下一工序施工。


广东省沉管施工公司&水下燃气管道安装
对于桃树流胶病,刮除胶污涂抹“护树将军”,流胶。其他注意事项:桃树的枝梢有多次生长、高峰和多次副梢发生,因此秋季及时修剪,为其创造良好的通风透光条件比之其它树种显得更重要。修剪造成的伤口用“愈伤防腐膜”涂抹封闭,干裂。
钢管组焊
沉管预制的弯头采用5D的45度E防腐弯管,每只弯管长度为2.35m,在直管两边各对接两只弯管,两只弯管中心对中心为1.65m,在弯管两头各加5m长度的直管,这样沉管段预制完成。
在管道拼装现场采用吊车、小型龙门架进行成品管的对口焊接。
在焊接前应对进场的成品管再次进行外观复检,检查管节在运输中可能造成的缺陷,并应予以。
钢管焊接采用手工下向焊,在正式组焊前,根据现场,进行焊接设备与焊接工艺的认可试验。全部现场焊接作业、焊接设备、焊接工艺规程皆经监理工程师认可并由合格焊工执行。debisheng0866
钢管组焊时,应错边量,从管顶中心分别向下组对,四周管口做到内口平齐,错边且不超过0―1.6mm,对接间隙0.8―1.0mm,相邻纵缝之间错开200mm以上。

广东省沉管施工公司&水下燃气管道安装
目前,广州市食药监已要求相关区食品部门及时对不合格食品及其生产经营者进行调查处理,责令企业查清产品流向,召回不合格产品,并分析原因进行整改;要求经营单位对不合格食品立即采取下架等措施,控制风险,并依法予以查处。焊接前应焊道处的油漆、铁锈、油污、积水,杂质等,早晚温度低时用氧焰水锈。
手工电弧焊条用E6010在焊接时,先焊根焊,再热焊盖面,电动砂轮清根,认真清理底层焊渣。
焊接后,打磨、焊瘤、不规则焊缝。先进行外观检查,合格后,进行内部检验。检验合格后及时进行接头的外防腐,其要求与成品管的要求相同。
如此反复操作,直到完成要求长度的管段组装。
焊接检验:包括外观检验和无损检测,外观检验由施工单位和监理单位检验,根据设计要求,所有环向焊缝均进行100%X射线检验,射线探伤应达到3323-87 Ⅱ级的。焊接检验人员必须持证上岗,保证仪器完好,检验结果准确。焊接检验应随焊接进度及时检验,并将经监理确认的结果及时反馈,以便施工单位及时动态,采取措施,制订对策,为下道工序创造条件。
长管段组装完成后,两端封焊盲板,同时做好钢管下水拖运的各项工作与措施,然后待钢管接口防腐固化后,进行钢管拖运沉放。
广东省沉管施工公司&水下燃气管道安装 雄幼虫则集中栖于距母壳近叶片的背面。雄幼虫定叶的次日体背出现蜡丝,经5~7d,虫体几乎为白色蜡质所包被,再经8~10d脱皮进行第二龄。2龄雄幼虫离开叶片后,爬到2~3年生枝条上,群集于斜生枝条的下面或背阴面固定下来,头上尾下,不再。