

商铺名称:郑州华菱超硬材料有限公司销售部
联系人:吴百利(先生)
联系手机:
固定电话:
企业邮箱:1025248340@qq.com
联系地址:河南省郑州市高新技术开发区冬青街28号
邮编:450001
联系我时,请说是在焊材网上看到的,谢谢!
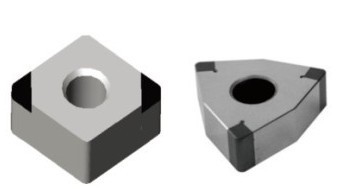
车加工模具材料模具钢是用来制造冷冲模、热锻模压铸模等模具的钢种。模具钢材料热处理后硬度一般在hrc45以上,BN-S20牌号刀片是针对淬火后的模具材料加工专用,可做车削模具,镗削模具,铣削模具之用。也可作为不含模具和修复模具用高硬度加工刀片。
模具钢大致可分为冷作模具钢、热作模具钢和塑料模具钢3类,用于锻造用热镦冷镦模具、冲压用冲压模具、切型用剪切模具、压铸用压铸模具等。冷作模具包括冷冲模、拉丝模、拉延模、压印模、搓丝模、滚丝板、冷镦模和冷挤压模等,冷作模具钢淬火后硬度高于HRC60-62,部分HSS高速钢模具材料硬度达到HRC60-70。Cr2模具钢淬火后硬度一般在HRC62-64之间。热作模具分为锤锻、模锻、挤压和压铸几种主要类型,包括热锻模、压力机锻模、冲压模、热挤压模和金属压铸模等,热作模具材料淬火后硬度一般要求保持在HRC40~55之间。热作模具钢H11、H12、H13钢,H21,H22,例如高温热固性塑料模常用H13模具钢。非标准的热作模具钢:例如热镦锻模具用时效硬化型的6H4,6H1,6H2,D2,D4,M2,M4粉末钢,钢结硬质合金、钴基硬质合金。模具堆焊后加工用刀片,如切削如下合金焊层3Cr2W8V(D377)、5CrMnMo(D397)、25Cr5W5MoV、25Cr5MoVSi和4Cr5W5MoVSi以及Cr13型不锈钢等。

加工模具钢材料的刀片牌号及切削参数:
1,强断续车削淬火模具钢的HLCBN刀具牌号BN-S20;断续切削或大余量切削淬硬钢使用,线速度常采用70-90m/min,如合金模具钢淬火后有变形,且加工余量大的情况,BN-S20牌号吃刀深度达到7mm左右,刀片并不崩刃。适合断续切削淬火后的模具钢材料,或者大余量车削淬火变形后的模具材料,修复模具或堆焊补焊后模具的车削加工,譬如在ZG45Mn2铸钢模体上车削堆焊层(硬度高、耐磨的5CrMnMo或5CrNiMo)等,以及大型模具材料的切削加工,适合粗加工和精加工淬火后的高速钢,GCr15轴承钢模具,Cr12和D2大型模具钢锻件淬火后的粗精加工。
2,精加工淬硬模具钢的刀片BN-H10或BN-H20,适合淬火后加工余量小于0.5mm的情况。如精加工D2模具钢,H13钢,T10,T8淬火后模具钢,适合加工模具淬火后硬度高于45HRC时,切削速度一般为80~120m/min,精车的切深在0.1~0.3mm,进给量在0.05~0.025mm/r,精车后的工件表面粗糙度为Ra0.3~0.6μm,尺寸精度可达0.013mm。若能采用刚性好的标准数控车床加工,且刀具刃口锋利,则精车后的工件表面粗糙度可达Ra0.3μm,尺寸精度可达0.01mm。精车淬火合金钢时一般不用切削液,因为在较高的切削速度下,大量的切削热由切屑带走,很少会停留在工件表面而影响加工表面质量和精度,若因细长轴跟刀架等其他原因需要使用冷却液时,可使用华菱BN-H10材质CBN刀具,此牌号在冷却液状态下,寿命更长;适合小型模具材料淬火后车削或修复车削使用。
车加工模具材料车削选用华菱超硬BN-S20BN-H10BN-H20刀具
车加工模具材料专用刀头BN-S20牌号刀片在选用之前,配刀非常重要,想要更好的提高加工效率,降低加工成本,在购买刀具之前,做好前期沟通是非常必要的。可以根据咱公司刀具图样量身订做非标CBN刀具以达到公司加工要求。华菱超硬CBN刀具规格齐全总有一款适合咱公司 欢迎来电咨询
・ 公司名称:郑州华菱超硬材料有限公司
・ 联 系人:吴百利
・ 地址:郑州市高新区樱花街五号
・ 电话:0371-67986978
・ 手机:15638121553
传真:0371-67981990










