

商铺名称:山东锦腾焊接材料有限公司
联系人:赵经理()
联系手机:
固定电话:
企业邮箱:xutaihantiao@163.com
联系地址:山东省济南市天桥区堤口路17号D17文化创意产业园开创云谷联合办公区二楼D区034
邮编:300384
联系我时,请说是在焊材网上看到的,谢谢!
HAG-25BCd,含银25%,等同于美标AWS BAg-27、国标BAg25CuZnCd,是银、铜、锌、镉合金,熔点比25B进一步降低、工艺性能进一步提高,可钎焊铜合金、钢等材料,熔点605-720摄氏度。江苏供应上海斯米克10%银焊条HL301银焊条
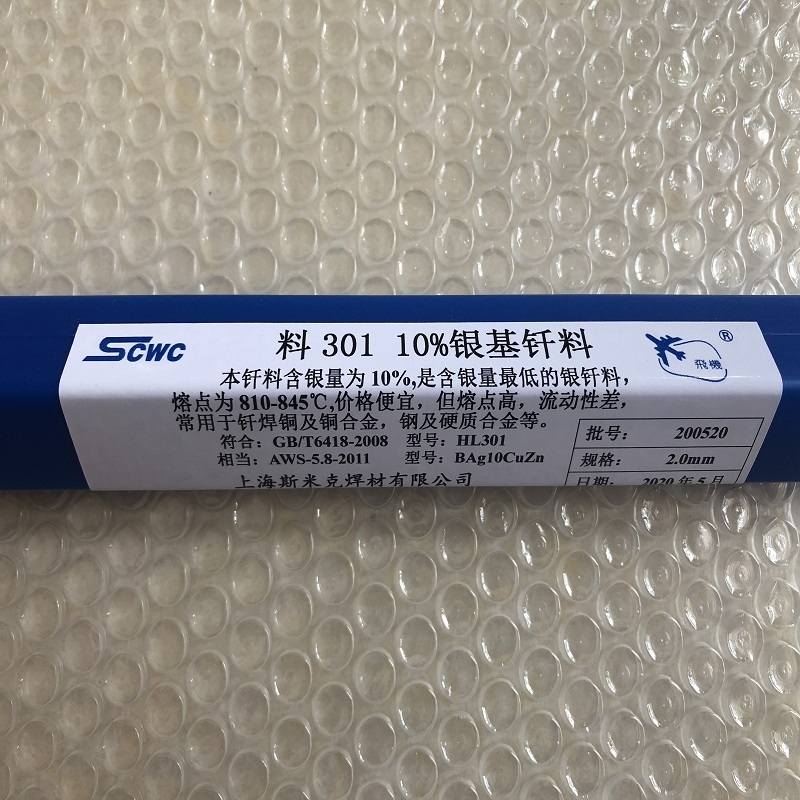
江苏供应上海斯米克10%银焊条HL301银焊条银、铜、锌、镉、合金,具有高强度、高延展性、高流动性等优点,钎料能渗透极狭小的缝隙。能钎焊铜、铜合金、合金钢等大部分金属。熔点625-635摄氏度。上海斯米克10%银焊条(牌号HL301银焊条|国标GB BAg10CuZn银焊条)
上海斯米克15%银焊条(牌号HL204银焊条|国标GB BCu80AgP银焊条|美标AWS BCuP-5银焊条);
上海斯米克18%银焊条(牌号HL309银焊条|国标GB BAg18CuZnSn银焊条);
上海斯米克25%银焊条(牌号HL302银焊条|国标GB BAg25CuZn银焊条|美标AWS BAg-37银焊条);
上海斯米克30%银焊条(牌号HL310银焊条|国标GB BAg30CuZnSn银焊条);
上海斯米克30%银焊条(牌号HL318银焊条|国标GB BAg30CuZnCd银焊条|美标AWS BAg-2a银焊条
上海斯米克30%银焊条(牌号HL323银焊条|国标GB BAg30CuZnSn银焊条);
上海斯米克35%银焊条(牌号HL314银焊条|国标GB BAg35CuZnCd银焊条|美标AWS BAg-2银焊条);
上海斯米克38%银焊条(牌号HL326银焊条|国标GB BAg38CuZnSn银焊条|美标AWS BAg-34银焊条)
上海斯米克40%银焊条(牌号HL312银焊条|国标GB BAg40CuZnCdNi银焊条);
上海斯米克40%银焊条(牌号HL322银焊条|国标GB BAg40CuZnSnNi银焊条);
上海斯米克45%银焊条(牌号HL303银焊条|国标GB BAg45CuZn银焊条|美标AWS BAg-5银焊条);
上海斯米克45%银焊条(牌号HL311银焊条|国标GB BAg45CuZnCd银焊条|美标AWS BAg-1银焊条);
上海斯米克45%银焊条(牌号HL325银焊条|国标GB BAg45CuZnSn银焊条|美标AWS BAg-36银焊条)
上海斯米克49%银焊条(牌号HL316银焊条|国标GBBAg49CuZnMnNi银焊条|美标AWS BAg-22银焊条);

飞机牌
厂家:上海斯米克焊材有限公司
注意事项:
1、焊条焊前须经150左右烘焙1小时。
2、宜采用小电流、短弧栈焊,以避免增加母材的熔深,降低栈焊合金的性能。
3、根据母材的种类和工件大小,可选择350-500的预热温度和350的层间温度进行栈焊。
4、根据工况条件一般选择600-750,保温1-2小时后随炉缓冷,或将工件置于干燥和预热的沙缸或草灰中缓冷
D842钴基栈焊焊条 型号:EDCoCr-D-03
说明:钴基4号低碳钴基铬钨合金焊芯栈焊焊条,采用直流反接,栈焊金属 在800仍能保持良好的抗热疲劳性和耐蚀性。
用途:用于高温条件下承受冲击和冷热交错的工件栈焊,如热锻模,阀门 密封面等,具有良好的性能。熔敷金属化学成分/C 0.5-0.5 Si2 Mn2 Cr 23-32 Fe5 W9.5 其他7 余量为Co栈焊硬度HRC:28-35
D852钴基栈焊焊条 型号:EDCoCr-E-04
说明:用于耐高温磨损栈焊焊条,工作温度1100,具有红硬性,抗烈性.可用于高温,高压阀门热段模等,同时经受冲击和高温,耐蚀的部件. HRC44
D862钴基栈焊焊条 型号:EDCoCr-E-05
说明:适用于高温磨性磨损及细颗粒小角度冲蚀磨损工况。单层栈焊即可 满足性能要求,工作温度1000,
栈焊层硬度:20--HRC:64-66、
工作温度600--HRC:48-52、工作温度800--HRC:38-42典型应用领域、工况及部分,炼铁、炼焦、烧洁、水泥等工作领域存在高温磨损的机械设备。用途:用于栈焊高温工件下服役的烧洁单辊破碎机齿冠篦板及高炉旋转布料溜槽,耐磨效果显着。
Z308铸铁焊条 符合 GB EZNi-1
相当 AWS ENi-C1
说明: Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,焊件可不预热,具有良好的抗裂性能和加工性能。镍价格昂贵,应该在其它焊条不能满足时才可选用。交直流两用。
用途: 用于铸铁薄件及加工面的补焊,如发动机座、机床导轨、齿轮座等重要灰口铸铁件。
熔敷金属化学成分(%)
化学成分 C Mn Si S Ni Fe 其它元素总量
保证值 ≤2.00 ≤1.00 ≤2.50 ≤0.030 ≥96 ≤8 ≤1.00
参考电流 (AC、DC+)
焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0
焊接电流(A) 50~100 70~120 110~180 160~190
注意事项:
1.焊前焊条须经150℃左右烘焙1h。
2.可以通过锤击焊缝消除焊补区应力,避免裂纹。
上海斯米克可加工Z308纯镍铸铁电焊条
本公司经营上海斯米克Z308铸铁焊条,质量保证,欢迎咨询洽谈。铸308电焊条符合:GB EZNi-1铸铁焊条相当: AWS ENi-C1 JIS DFCNi说明:Z308是纯镍焊芯,强还原性石墨型药皮的铸铁焊条。施焊时,焊件可不预热 ,具有良好的抗裂性能和加工性能,镍价格昂贵,应该在其它焊条不能满足要求时才可选用,本焊条交直流两用,操作方便。
名称:料204 15%银磷钎料
标准:国标GB BCu80AgP 美标AWS BCuP-5
用途:具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点630-780℃
--------------------------------------------------------------------------------
名称:料302 25%银基钎料
标准:GB/T10046 BAg25CuZnSn AWS A5.8 BAg-37
成份:Ag=24-26%;Cu=39-41%;Zn=31-35%;Sn=1.5-2.5%
说明:料302银基钎料含银量为25%,熔点为745-775℃,具有良好的流动性和添缝性,钎缝较光洁。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
注意:钎焊前必须严格清除钎焊处及钎料表面的油脂,氧化物等污物。钎焊铜时不需要焊粉,但钎焊铜合金时需配合银焊粉QJ101,QJ102,QJ103或银焊膏QJ111,QJ112,QJ112A。
--------------------------------------------------------------------------------
名称:料323 30%银基钎料
标准:GB/T10046 BAg30CuZnSn
成份:Ag=29-31%;Cu=35-37%;Zn=30-34%;Sn=1.5-2.5%
说明:料323银基钎料含银量为30%,熔点为655-775℃,流动性能较好。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
注意:钎焊前必须严格清除钎焊处及钎料表面的油脂,氧化物等污物。配合银焊粉QJ101,QJ102,QJ103或银焊膏QJ111,QJ112,QJ112A。
--------------------------------------------------------------------------------
名称:料312 40%银镉钎料
成份:Ag=39-41%;Cu=15.5-16.5%;Zn=14.5-18.5%;Cd=25.1-26.5%;Ni=0.1-0.3%
用途:料312银镉钎料含银量为40%,熔点为595-605℃,流动性能较好。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
符合:GB/T6418-2008 型号:BAg40CuZnCdNi
注意:钎焊前必须严格清除钎焊处及钎料表面的油脂,氧化物等污物。配合银焊粉QJ101,QJ102,QJ103或银焊膏QJ111,QJ112,QJ112A。
--------------------------------------------------------------------------------
名称:料303 45%银基钎料
成份:Ag=44-46%;Cu=29-31%;Zn=23-27%
用途:料303银基钎料含银量为45%,熔点为665-745℃,具有良好的流动性和填缝性、钎缝表面光洁、接头强度高、耐冲击。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
符合:GB/T6418-2008 型号:BAg45CuZn
符合:AWS A5.8-2004 型号:BAg-5
注意:钎焊前必须严格清除钎焊处及钎料表面的油脂,氧化物等污物。配合银焊粉QJ101,QJ102,QJ103或银焊膏QJ111,QJ112,QJ112A。
--------------------------------------------------------------------------------
名称:料321 56%银基钎料
标准:GB/T6418 B-Ag56CuZnSn AWS A5.8 BAg-7
成份:Ag=55-57%;Cu=21-23%;Zn=15-19;Sn=4.5-5.5%。
说明:料321银基钎料含银量为56%,熔点为615-650℃,具有良好的流动性和填缝性、钎缝表面光洁、接头强度高、耐冲击。
用途:常用于钎焊铜及铜合金、钢及不锈钢等。
注意:钎焊前必须严格清除钎焊处及钎料表面的油脂,氧化物等污物。配合银焊粉QJ101,QJ102,QJ103或银焊膏QJ111,QJ112,QJ112A。
-----------------------------------------









