�������ƣ�����������ĥ������
��ϵ�ˣ�������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺changchenght@163.com
��ϵ��ַ���ӱ���ӳDZ���ҵ��15��
�ʱࣺ55753
��ϵ��ʱ����˵���ں������Ͽ����ģ�лл��
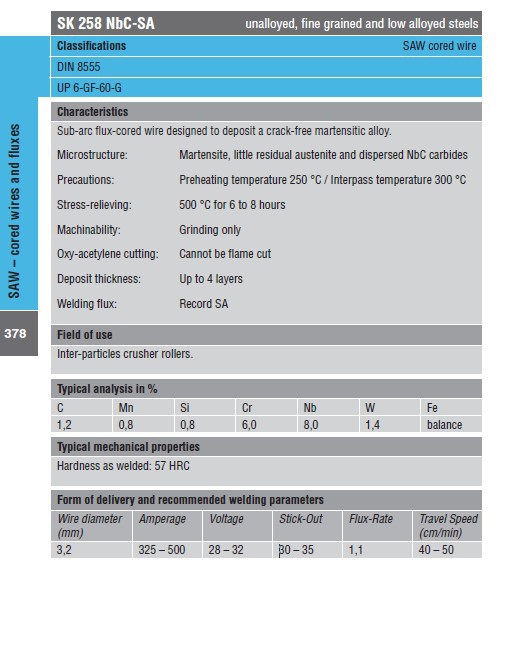
SK 258 NbC-SA unalloyed, fine grained and low alloyed steels
Classifications SAW cored wire
DIN 8555
UP 6-GF-60-G
Characteristics
Sub-arc flux-cored wire designed to deposit a crack-free martensitic alloy.
Microstructure: Martensite, little residual austenite and dispersed NbC carbides
Precautions: Preheating temperature 250 ��C / Interpass temperature 300 ��C
Stress-relieving: 500 ��C for 6 to 8 hours
Machinability: Grinding only
Oxy-acetylene cutting: Cannot be flame cut
Deposit thickness: Up to 4 layers
Welding flux: Record SA
Field of use
Inter-particles crusher rollers.
Typical analysis in %
C Mn Si Cr Nb W Fe
1,2 0,8 0,8 6,0 8,0 1,4 balance
Typical mechanical properties
Hardness as welded: 57 HRC
Form of delivery and recommended welding parameters
Wire diameter
(mm)
Amperage Voltage Stick-Out Flux-Rate Travel Speed
(cm/min)
3,2 325 �C 500 28 �C 32 30 �C 35 1,1 40 �C 50