

商铺名称:广州市精源电子设备有限公司
联系人:谭窑(先生)
联系手机:
固定电话:
企业邮箱:1594751750@qq.com
联系地址:广州市黄埔区开源大道188号B栋6楼
邮编:530510
联系我时,请说是在焊材网上看到的,谢谢!
| 是否有现货: | 是 | 认证: | ccc |
| 品牌: | 精源电子 | 工作形式: | 压焊 |
| 驱动方式: | 自动 | 电流: | 直流 |
| 频段: | 中频 | 焊接原理: | 对焊 |
| 作用对象: | 金属 | 用途: | 焊接 |
| 电极行程: | 30cm | 额定频率: | 2KHZ |
| 焊接直径: | 50mm | **短路电流: | 40000安培 |
| 型号: | JYD-40AL/AT | 规格: | 台 |
| 商标: | - | 包装: | 打木架 |
| 负载持续率%: | 10 | 产量: | 50 |
“电机定子引出线焊接热熔焊接机(不用去漆皮,不用焊锡)”助力提高生产效率和工艺。
目前,新能源电机定子引出线的焊接,很多企业还是采取“去漆皮-冷压接-搪锡”或者“去漆皮-烧焊”的工艺,都存在生产效率慢,或者存在一些风险问题。
另外有少部分企业采用进口热熔焊接机设备,但价格昂贵。
广州蓝能电子开发的“新能源汽车电机定子引出线热熔焊接机”,设备性能先进、稳定,完全可以达到美国、意大利、日本等同类设备水平。“新能源汽车电机定子引出线热熔焊接机”极大的提高了生产效率和提高了生产工艺。
“新能源汽车电机定子引出线热熔焊接机”优势:
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至20秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
电机定子引出线铜端子焊接质量检测报告
外观:
端子外表面外观良好,没有熔融现象,没有破坏端子表面镀层。端子烧焦长度满足要求。
50平方端子,0.65*105条漆包线




一、测试导通率
每根漆包线都是导通的。
二、测试电阻
测量值都为0.58mΩ
三、测量拉力
单根拉力试验结果均为拉断铜线。
四、查看熔接效果
将端子剥开,漆皮气化干净,残留少;去漆皮后的铜线有变形量,铜线和铜线之间有一定的熔接,铜线和端子有熔接。
五、查看横切面效果
通过线切割机从中间将端子切开,漆包线之间几乎没有缝隙,漆包线和端子之间没有缝隙。



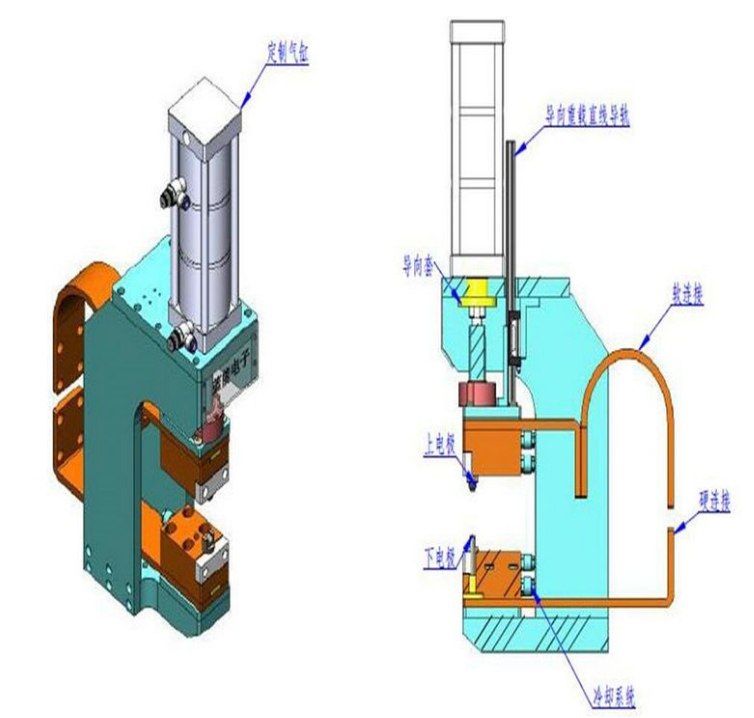
电动车电机定子铜端子热熔焊接机工作过程和步骤:
作为焊接支持,JYD-40AL/AT焊接机需要用到连接器或接线头(线耳)。一旦将连接器或接线头(线耳)在电极间放好,一个气动缸系统会使其锁定,以便能插入电线和电缆。
焊接过程包括两项同时发生的操作:1、经过电极之间的电流加热连接器或接线头(线耳)并导致漆包线线漆皮汽化,2、电极作用于支架上的压力将其压紧成为一体,具有极高的电机性能。
1、*初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、**,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。

电动车电机定子铜端子热熔焊接机优势:
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。
电机定子铜管电磁线熔接检测方法
1、 测试导通率,要求每一根漆包线都是导通的。
2、 测试电阻率;电阻率不能高于企业标准。
3、 查看熔接程度。剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮。从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的。
4、 测试拉力,每根漆包线要拉断。
查看端子外观。端子的任何部分不能有熔融的现象。

电动车电机定子铜端子热熔焊接机技术参数:
电压
380 V (±5%) 50-60Hz
功率
(占空因数)
150KVA (50%)
工作压力
6bar/0,6MP
工作温度
+10°C ÷ +40°C
要求的空气
19L/min
工作湿度
0% -85% 无冷凝
焊接温度
600°C
耗气量
5 L/min
程序数
60
点焊头压力范围
气路系统 1000 Kg
循环数/分钟
15
焊接时间
依焊接类型而定
电极直径 ?
6-35mm (外部)
熔接平均时间
3-20S
焊接范围
整个截面直至 150 mm?2;
尺寸 :
(长x宽x高) mm
700x880x1520
声压级别
加权声功率级 72 DBA
设备功能:
JYD-40AL/AT型焊接机的所有功能都由一个带液晶显示触摸屏板面控制,在此定义了与焊接有关的所有参数。通过它可以管理60个功率值不同、焊接启用和间歇时间及斜坡时间不同、重复次数不同的程序。不同的焊接程序可以组合为一个循环,以便能将这些程序按一定的顺序不断地重复下去。JYD-40AL/AT型焊接机可以*多管理60个不同的循环。
控制模式:
JYD-40AL/AT型焊接机通过电流控制模式,且电流的改变可以通过自动的方式得到补偿。
可选配件:
PC接口软件;指示灯;冷气发生器;补充级气缸等等。带有或不带有活性炭的抽气机;液压升降台;直径不同的电极。








