

商铺名称:广州三合自动化设备有限公司
联系人:方春雷(先生)
联系手机:
固定电话:
企业邮箱:2382119668@qq.com
联系地址:广州市南沙区榄核镇数码花园一座九梯201室
邮编:
联系我时,请说是在焊材网上看到的,谢谢!





西门子全新611伺服电源模块6SN1123-1AA00-0CA2原装进口现货
|
西门子工业自动化与驱动集团合作伙伴 |
广州三合自动化设备有限公司 |
|
联 系 人: |
方 雷 |
|
电 话 : |
0 2 0- 3 9 0 0 8 7 5 9 |
|
手 机 : |
1 7 7 2 8 1 9 8 3 3 1(微信) |
|
传 真: |
0 2 0- 3 9 0 0 8 7 5 9 |
|
商务 QQ : |
2 3 8 2 1 1 9 6 6 8 |
|
公司地址: |
广州市南沙区榄核镇数码花园1幢九梯 |
广州三合自动化设备有限公司本着“以人为本,持续创新,科学发展”三大方针,着重于工业自动化控制领域的产品开发,工程配套和系统集成,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,尤其以PLC控制系统,传动技术应用,伺服控制系统,数控产品备件,人机界面及网络软件应用为公司的技术特长,三合与德国西门子自动化以及驱动部门展开了长期紧密合作,期间建立了良好的相互协作关系,德国西门子看中三合的业务优势,地理优势,企业文化优势,依据南沙自贸区域内的公司及企业,国家给予相关的税收优惠政策,本公司承诺,在保证给予客户的产品为西门子全新,原装,正品前提下,产品价格对比业界同行,西门子自动化进口系列优惠幅度从5%至13%不等,本公司产品从购买日期开始,享受西门子质保一年,保质期内因产品本身质量问题(非人为损坏),免费更换维修,不收取任何费用。
欢迎来电咨询
三合致力于推动世界智慧工厂的进程 确保工业4.0时代的早日到来
主要优势产品西门子:S7-200CN、S7-200、Smart200、S7-300、S7-400、S7-1200、触摸屏、6FC、6SN、S120、V10、V20、V60、V80、G110、G120、6RA、伺服数控备件、NCU、MM系列变频器。
SIEMENS 可编程控制器
1、 SIMATIC S7 系列PLC、S7200、s71200、S7300、S7400、ET200
2、 逻辑控制模块 LOGO!230RC、230RCO、230RCL、24RC、24RCL等
3、 SITOP 系列直流电源 24V DC 1.3A、2.5A、3A、5A、10A、20A、40A
4、HMI 触摸屏TD200 TD400C TP177,MP277 MP377
SIEMENS 交、直流传动装置
1、 交流变频器 MICROMASTER系列:MM、MM420、MM430、MM440、ECO
MIDASTER系列:MDV
6SE70系列(FC、VC、SC)
2、全数字直流调速装置 6RA23、6RA24、6RA28、6RA70 系列
SIEMENS 数控 伺服
1、840D、802S/C、802SL、828D 801D :6FC5210,6FC6247,6FC5357,6FC5211,6FC5200,6FC5510,
2、伺服驱动 : 6SN1123,6SN1145,6SN1146,6SN1118,6SN1110,6SN1124,6SN1125,6SN1128
S7-400站点配置参见表2。
| 序号 | 说明 | 图示 |
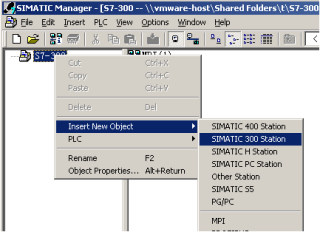
| 1. | 创建新项目并在项目中插入S7-400站点 |
|
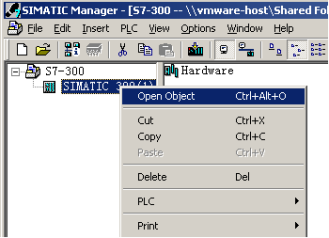
| 2. | 打开硬件组态,组态S7-400站点 |
|
| 3. | 在硬件目录中查找使用的导轨型号,并双击找到的导轨型号 |
|
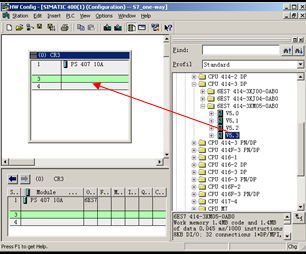
| 4. | 在硬件目录选择使用的电源,并拖拽到导轨的1号槽 |
|
| 5. | 在硬件目录选择使用的CPU,并拖拽到导轨的3号槽,系统将自动弹出DP接口属性对话框 |
|
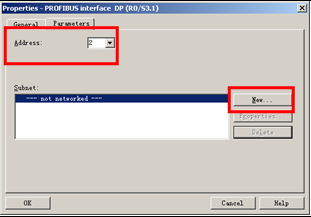
| 6. | 在对话框Address下拉框中设置DP站地址为2,单击NEW按钮添加新子网 |
|
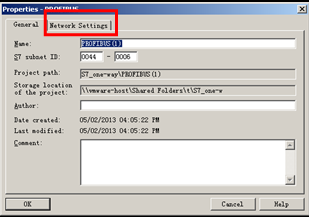
| 7. | 添加子网PROFBUS(1),单击选项页“Network Setting” |
|
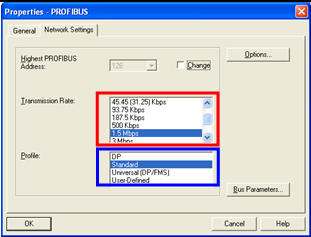
| 8. | 选择PRFIBUS总线传输速率为1.5Mbps,Profile中选择Standard,单击所有属性对话框OK按钮 |
|
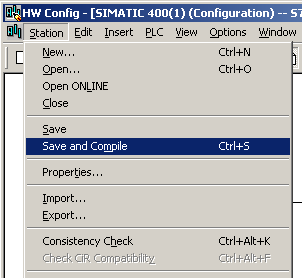
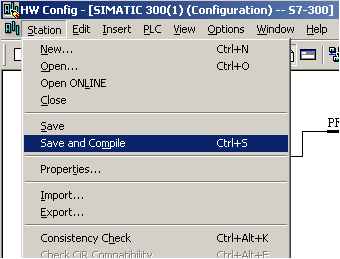
| 9. | 编译保存S7-400站点硬件组态,下载到S7-400 CPU中 |
|
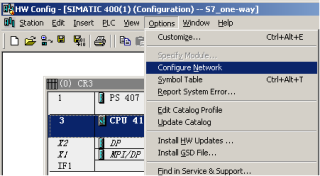
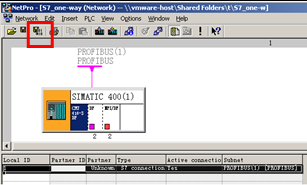
| 10. | 从菜单栏Option下Configure Network命令进入网络组态界面 |
|
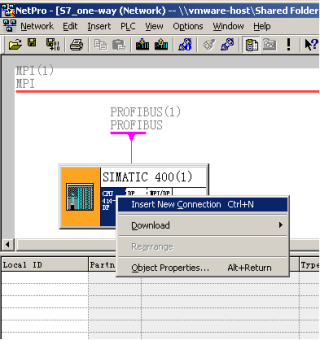
| 11. | 如右图所示,右键单击CPU414-3DP,在弹出对话框中选择Insert New Connection命令,插入一个新连接 |
|
| 12. |
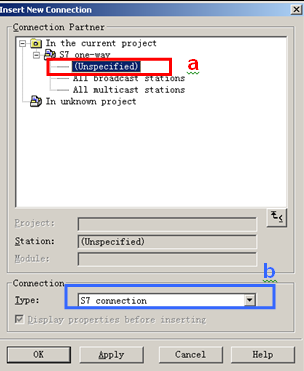
a) 选择Unspecified连接伙伴, b) 连接类型菜单中选择S7 connection,单击OK按钮,弹出S7 connection属性对话框 |
|
| 13. |
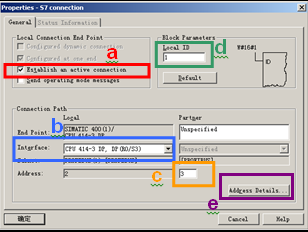
S7 connection属性对话框设置: a) 选中Established an active connection b) Interface选择CPU414-3 DP,DP(R0/S3) c) 设置伙伴PROFIBUS地址3 d) 设置本地ID为1 e) 点击Address Details按钮 |
|
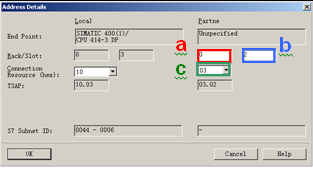
| 14. |
Address Detail对话框设置 a) 设置安装CPU的机架号0 b) 设置安装CPU的插槽号,对于S7-300,CPU只能安装在2号槽 c) 设置连接资源号,对于S7单边连接,连接资源号总是3 设置完成后可看到伙伴TSAP为03.02,点击OK按钮关闭属性对话框 |
|
| 15. | 点击编译保存图标,完成S7单边连接组态,并下载至S7-400 CPU中 |
|
表 2
2.2配置S7-300站点
S7-300站点配置参见表3。
| 序号 | 说明 | 图示 |
| 1. | 创建新项目并在项目中插入S7-300站点 |
|
| 2. |
打开硬件组态,组态 S7-300 站点 |
|
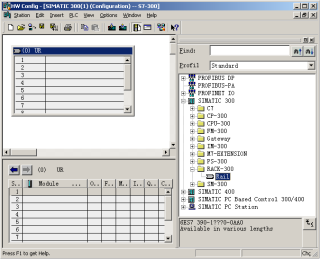
| 3. | 在硬件目录SIMATIC-300,RACK-300下双击Rail,插入S7-300导轨 |
|
| 4. | 在硬件目录选择使用的CPU,并拖拽到导轨的2号槽,系统将自动弹出DP接口属性对话框 |

|
| 5. | 参考表2序号6~8步骤,将CPU的 PROFIBUS DP地址设置为3,传输速率设置为1.5Mbps,Profile中选为Standard。编译保存完成S7-300站点组态,并下载到S7-300 CPU中 |
|
2 工艺原理 2.1 切割锯系统性能 济南伦渠数控机电有限公司专业 生产各种铝塑加工设备,针对新型 的切割锯设备性能需求,提出了以 西门子最新推出的小型 PLC S7-200 SMART 作为主控制器,同时采用了 SMART LINE 触摸屏和 SINAMICS V60 伺服驱动器。整套的西门子小型 自动化解决方案优化了设备性能,调 试也更加便利,其基本性能如下: (1) 效率高:运行速度可达每分 钟 20 米,切割 3mm 铝板速度可达 到 1.5 ~ 3m/min; (2) 切力大:切割深度可达 3 ~ 8mm,切割口平滑,无毛边,不变形; (3) 精度高:能进行准确定位, 定位精度可达 0.02mm; (4) 性能稳定:可 24 小时不间断 作业,废品率低; (5) 功能丰富:拥有断点、断电 复位,加工时间预测等功能。 2.2 切割锯原理结构 铝塑门窗双头切割锯由机械系统 和电气系统构成,前者包括锯头、固 定机头、移动机头、移动机头拖动装 置、床身、托料架等机械结构,后者 由电气箱、电气控制操作台等电气系 统及气动系统组成,用于实现对型 材定尺定角度切割下料设备的控制。 铝塑门窗双头切割锯上的切割刀具 使用硬质合金齿锯片,切削速度快、 效率高、加工精度高。该机也可用于 木料加工,其两个机头可单独工作也 可同时工作,一次切出需要的长度及 切口角度。 (1) 锯头。锯头部分由左、右锯 头组成。左锯头为固定锯头,右锯头 随拖板在圆导轨上左右移动。拖板与 导轨之间有直线运动副。锯头的左右 运动轻快、灵活,保证了运动的平稳 性。锯片的进给由双作用气液阻尼缸 完成。其气动控制系统具有无极调速 的功能,根据加工需要,可调节其进 给及返回的速度,使之具有慢速进给 快速返回的功能; (2) 床身。床身由低碳钢矩形钢 管焊接而成,焊接后经时效处理,保 证了床身的刚度及稳定性; (3) 工作台。固定工作台和左锯 头装在一起,活动工作台随拖板在导 轨上可左右水平移动。 2.3 切割锯工艺流程与特点 机床的床身上装有两个锯头。左 锯头为固定的,用螺钉固定在床身 上,右锯头可由把手拉动在圆导轨上 移动并可锁定在所需位置上。工作切 削的长度,由安装在床身上的刻度尺 指示,长度的精确调整通过手轮微调 进行。 右机头的右边装有操作台,随锯 头一起运动,电气控制元件均装在操 作台上。工件放到工作台上后只要 操作人员按操作规程按动按钮,机 器即可完成工件定位,压紧、切割、 刀具返回、松开等工序。 该机的设计充分考虑到了工作人 员的安全。锯头运动部分,全部罩在 可开启的、坚固的安全罩内。 切割锯工艺流程如图 2 所示。 3 电控系统设计 3.1 PLC 控制器 铝塑门窗双头切割锯设备所需的 PLC 控制点数为数字量输入 20 点, 数字量输出 16 点,其中设备右锯头 需用伺服控制其左右移动定位,定 位信号通过磁栅尺的反馈到 PLC。 该系统中控制器选用西门子 S7-200 SMART CPU ST40,其他数字量输入 24 点,数字量输出 16 点。同时该 CPU 模块具备三轴 100kHz 的高速脉 冲输出,在不增加高速脉冲输出模 块的前提下即能满足伺服定位的需 求,其磁栅尺的反馈信号可直接接 入 PLC 的输入点中,利用 PLC 的高 速计数 A/B 相功能即可采集。 3.2 人机界面 人机界面选用西门子 SMART LINE 触摸屏,64k 真彩显示,通过 以太网与 S7-200 SMART 实现便捷 高效的通讯。一方面能将设备的状 态、行走位置等数据实时的反馈至人 机界面,另一方面可以通过人机界面 上实时修改设备的运行模式、行走位 置等。 3.3 伺服驱动器 设备的右锯头可以左右移动, 移动通过丝杠加直线导轨的机械部 件实现行走定长功能,控制丝杠用 的 是 1.5kW 的 伺 服, 选 用 西 门 子 SINAMICS V60 驱动系统,包含有 CPM60.1 驱动模块和 1FL5 交流伺 服电机及配套电缆。SINAMICS V60 伺服驱动器通过脉冲输入接口来接















