

�������ƣ�����������ĥ��������˾
��ϵ�ˣ������С�㣩
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺ruikehancai@163.com
��ϵ��ַ���ӱ�ʡ��̨�������л¯���¥ׯ��
�ʱࣺ54800
��ϵ��ʱ����˵���ں������Ͽ����ģ�лл��
D507Mo���ŶѺ����� ����GB EDCr-A2-15
˵��:D507Mo�ǵ�������ҩƤ��1Cr13�����ͶѺ��������Ѻ�����Ϊ1Cr13��������߸��֡��Ѻ�����пմ����ԣ��Ѻ��������нϸߵ�����Ӳ�ȣ����õ����ȶ��ԣ�����ʴ������D577�������ʹ���ܻ�úܺõĿ��������ܡ��Ѻ����ռ���ǰ��Ԥ�ȣ��������ȴ���������ֱ�����ӡ�
��;:�����Ѻ������¶���510�����µ����¸�ѹ��ֹ���ܷ��档բ���ܷ���Ӧ����������D577�������ʹ�ã������뷧��ֱ����������ֺ�������
�۷������ѧ�ɷ�(%)
|
��ѧ�ɷ� |
C |
Ni |
Mo |
Cr |
W |
����Ԫ������ |
|
��ֵ֤ |
��0.20 |
��6.00 |
��2.50 |
10.0~16.0 |
��2.00 |
��2.50 |
�Ѻ���Ӳ��:��������䣩HRC��37(��������510��)
�����
|
����ֱ��(mm) |
��3.2 |
��4.0 |
��5.0 |
|
���ӵ���(A) |
80~120 |
120~160 |
160~200 |
ע������:
1.��ǰ�����뾭300-350��決1h��
2.�Ѻ���߶ȼӹ�������Ӧ��5mm���ϣ��Ա�֤Ӳ�Ⱥͻ�ѧ�ɷֵ��ȶ�
˵�����ҹ�˾������EDZCr-B-00��̼���ٸ���ĥ�ͳ���Ͻ�纸������Ҫ���ש�߳������������������ҶƬ����ש���Ľ������������Թ����������ƶ����ھ�ץ����ĥ����ص����ƶ��ɡ�����̼���ټ���������ҩƤΪ��Ҫԭ�ϣ�����ձ������������ƶ��ɣ��ɽ�ֱ�����ã��������Ӳ�ȸߡ����Ժá����º���ĥ����ص㣬������̼�ظ֡��Ͻ�֡����������ֵȱ���ĶѺ���
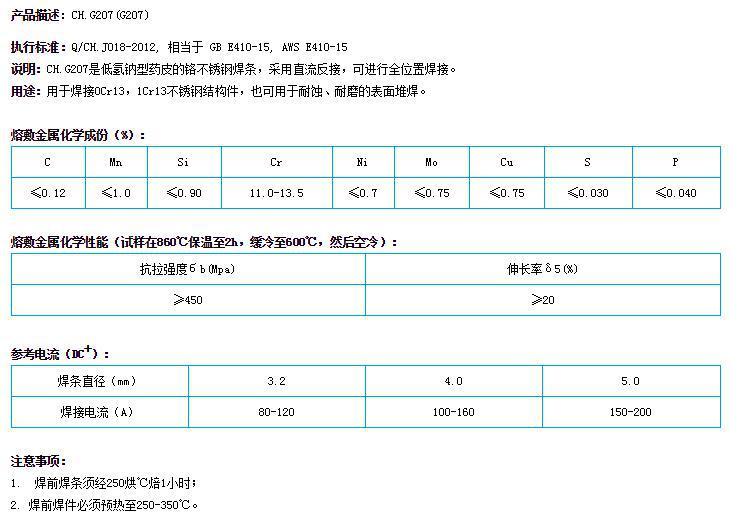
˵����CH.G207�ǵ�������ҩƤ�ĸ�����ֺ���������ֱ�����ӣ��ɽ���ȫλ�ú��ӡ�
��;�����ں���0Cr13��1Cr13����ֽṹ����Ҳ������
��ʴ����ĥ�ı���Ѻ���
ִ�б���Q/CH.J018-2012, �൱�� GB E410-15, AWS
E410-15
Ʒ�ƣ���������
���ң������������ֺ�������˾
������懻��ϽӲ������m�õ�ĸ�IJ����������������Č��úϽ��T��Inconels,Incloys,Hastelloys,Nicrofers;����߀����һЩ�½��_�l�ĺϽ���617��59Ͻ�ȣ�����߀����һЩ�m����ɫ���ٵĺ��Ӳ��ϣ��缃懡��~懺����ˠ��Ͻ�ȣ��±��г����ֹ�늻����l�����TIG��MIG�����ӵČ�о���z��
182ϽӲ���
�aƷ��̖ ���ӷ��� �aƷ���� AWS DIN �m���懻����ϣ���600Ͻ�ĺ���
Ҳ�����懻����ϣ����n䓺͵ͺϽ��֮�g�Į��N���^�ĺ���
NIMROD 132KS MMA 10-03C ENiCrFe-1 -
NIMROD 182KS MMA 10-03A ENiCrFe-3 EL-NiCr15FeMn
NIMROD 182 MMA 10-03A ENiCrFe-3 EL-NiCr15FeMn
NIMAX 182 MMA 10-03B ENiCrFe-3 EL-NiCr15FeMn
NIMROD NC19Nb MMA 10 - EL-NiCr19Nb
20.70.Nb TIG/MIG/SA 15-06A ERNiCr3 SG-NiCr20Nb
NiCr Flux 17-06C - -
ABϽӲ���
NIMROD AKS MMA 10-04A ENiCrFe-2 EL-NiCr15MoNb ʹ�ù����c182�������
�c182�����ȣ��亸�p��600?C���Ͼ��и��õĸߜ�����
NIMROD AB MMA 10-04A ENiCrFe-2/4 EL-NiCr15MoNb
NIMAX A MMA 10-04B ENiCrFe-2 EL-NiCr15MoNb
20.70.Nb TIG/MIG/SA 15-06A ERNiCr-3 SG-NiCr20Nb
NiCr Flux 17-06C - -
625ϽӲ���
NIMROD 625KS MMA 10-05A ENiCrMo-3 EL-NiCr20Mo9Nb ���p���پ��Ѓ����ľC�ϙCе���ܺ����g����
�m���������625Ͻ�
ͬ�rҲ�m��������ߜغϽ���601��800�ȺϽ�
721����m���6%Mo��825��28�Ͻ�ĺ���
NIMROD 625 MMA 10-05A ENiCrMo-3 EL-NiCr20Mo9Nb
62-50 TIG/MIG/SA 15-06B ERNiCrMo-3 SG-NiCr21Mo9Nb
NIMROD 721KS MMA 10-05E - -
72-10 TIG/MIG/SA 15-06N - -
CϽӲ���
NIMROD C276 MMA 10-07A1 ENiCrMo-4 EL-NiMo15Cr15EW �m��춴�������g�h��
��22%Cr��59�Ͻ���Ѓ��������g����
NIMROD C��C���l��Ҫ��춶Ѻ��������ģ�ߵĶѺ���
KS�ͺ��l�e�m�Ϲ̶�λ�ùܵ��ĺ���
NIMROD C276KS MMA 10-07A2 ENiCrMo-4 EL-NiMo15Cr15W
HAS C276 TIG 15-06E ERNiCrMo-4 SG-NiMo16Cr16W
NIMROD C4KS MMA 10-07C ENiCrMo-7 EL-NiMo15Cr15Ti
HAS C4 TIG 15-06H ERNiCrMo-7 SG-NiMo16Cr16Ti
NIMROD 59KS MMA 10-07F ENiCrMo-13 EL-NiCr22Mo16
HAS 59 TIG 15-06J ERNiCrMo-13 SG-Ni23Mo16
NIMROD C MMA 10













