

�������ƣ��Ͼ����ܾ��ܻ�е����˾
��ϵ�ˣ���������������
��ϵ�ֻ���
�̶��绰��
��ҵ���䣺sales@nanjingln.com
��ϵ��ַ���Ͼ�����ϼ���o������7��1118��
�ʱࣺ210000
��ϵ��ʱ����˵���ں������Ͽ����ģ�лл��
| Ʒ�� | ���� | �ͺ� | DK7740C | ������ҵ | ͨ�� |
| ����̨��ߴ� | 390*630 | ����̨�г̣�X*Y�� | 400*500 | Z���г� | 250 |
| ������ | 250��mm�� | �� | 6 | ������ | 300kg |
| �������� | 1900KG | ���ӹ��ٶ� | 100��mm/min�� | ���ӹ����� | 6��A�� |
| ����ֲڶ� | 1.0��um�� | �ӹ����� | 0.01��0.008�� | ����ϵͳ | HF AUTOCUT |
| ��˿�ٶ� | 3-11.5 | �ۺ���� | ����һ�� |
��������˿����
����˿��Ҫ�����ص�:
1��������:���ж���и���������ƹ��ܡ��и�����Զ�������
2������ϵͳ:�������ܻ�����ϵͳ;������PC����HF/AUTOCUT���и�ϵͳ���ơ�
3����Ƶ��Դ:���ø�����ȫ���������Դ�����·��������������VMOS��ЧӦ�ܣ�Ƶ�ʿɵ������������ȶ���������ʴ��и��ٶȿ졢������ȸߡ� �缫˿���С���ص㡣
4����ά�������������һ�廯��CAD�ӿڣ�DXFͼ���ļ�ֱ�Ӷ����̣�ISO������ƣ��ӹ�ͼ��ʵʱ���٣�����������ά���ͣ����ּӹ�״̬��ʾ��
5�������������Ρ��������и��ʱ���ơ�ͣ����䡢��·���ˡ���˿���������߶�λ��ģ��У�顢�Զ�ͣ�����Զ������ġ�����Ƕ���ת�����ٻ����� ������ͼ���Զ���̵ȶ�ʮ���ֹ��ܡ�
6����������C�ͽṹ�������T�ʹ�����X, Y��ȫ�г�֧�š�������˿�Զ��Ž������������ñ�ʯˮ������˿�����ø�ѹֽо����ˮ�估�綯������ϵͳ��
7��X��Y������(ѡ�䣩��1�������ŷ������2����Ӧʽ���������3�����ʽ���������
��Ҫ����������
�ͺ� | LNT-320 | LNT-400 | LNT-500 | LNT-630 | LNT-800 |
����̨��ߴ磨mm�� | 440×620 | 510×730 | 630×880 | 780×1080 | 1000×1360 |
����̨X.Y�г̣�mm�� | 320×400 | 400×500 | 500×630 | 630×800 | 800×1000 |
���ӹ����#��Z��(mm) | 300 | 300 | 400 | 500 | 600 |
U.V���г̣�mm�� | С�Σ�24×24���Σ�D-60×60 E-130×130 T-240×240 | ||||
�缫˿ֱ�����mm�� | ��˿��0.10—0.22 | ||||
��˿�ٶȣ�m/sec�� | 12,9,7,5,2 | ||||
�ӹ�б��/������ȣ�o�� | ����и����±1.5o/50mmһ���и����±3o D-±10o E-±18o T-±30o /50mm | ||||
�ӹ�����Δ��ֱ�壩 | ����и�10×10×30�ķ�≤0.006�˷�≤0.009һ���и�≤0.012ֱ���≤0.006/50mm | ||||
�ӹ���ֲڶȣ�Ra����Ra.um�� | ����иRa≤1.2��ϸ��ԴRa≤0.8��һ���иRa≤2.5 | ||||
���������axis�� | ����������ŷ�����*��ѡ�䣩 | ||||
˿���뵼�죨X.Y�� | �߾��ܼ�����˿��/ֱ�������� | ||||
����ϵͳ | ������0/1/2�������ɵ� | ||||
����Һ/Һ������ | �����ͻ�ˮ����ר��Һ/65L | ||||
�����Դ | AC3��-380v/2.5kva | ||||
���������kg�� | 450 | 600 | 1000 | 1500 | 2000 |
�������أ�kg�� | 1500 | 1700 | 2600 | 4300 | 6800 |
�������γߴ磨mm�� | 1500×1200×1750 | 1600×1400×1750 | 1390×1660×2080 | 2000×1880×2180 | 2380×2360×2280 |
��ע��#-���Ȼ������ý�ʹ�ӹ���ȼ���100cm��B*-ѡ��;��դ�ߣ�ium��Δ-630/800���ͺʹ��Ȼ��Ͳ��ܴ����� | |||||
����˿���ܽ��ܣ�
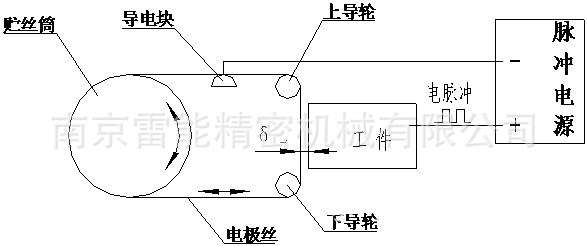
������и�ӹ��Ļ���ԭ����
������и�ӹ�ʱ���ڵ缫˿����֮���������ŵ磬��ͼһ��ʾ������һ��������ʱ���ڵ缫˿����֮�����һ�λŵ磬�ڷŵ�ͨ�������ģ��¶�˲ʱ�ɴ�10000�����ϣ�����ʹ���������ۻ����Ӷ��ﵽ�и������Ŀ�ġ�
������Ҫ��������̨����˿������C���ܡ�����Һϵͳ�ͻ�������������ϵͳ�Ȳ��֡���������������������������ṹ���Ժã����������ϰ�˿�˲��ù���˿�ˣ�ֱ�ߵ��졢V�ʹ��ֵ��죬���ȸߣ������ȶ�����������
1������̨
����̨������װ�б��ӹ�������ʵ�ּӹ��Զ������ġ�����Ҫ������ʮ���ϰ塢���ܹ���˿�ˡ���϶���ֺ;���ֱ�ߵ�����ɡ������ϰ����ž���ֱ�ߵ��������ƶ����䶯�����ɲ������ͨ����϶�����鴫������˿������ʵ�ֵģ�����Ҫ�ﵽһ������ʹ����̨���ƶ�0.001mm��Ҫ������������Ҫ��������ƽ�ȣ�����Ծ���ֱ�ߵ��졢���ܹ���˿�ˡ���϶�����顢�ϰ嶼���ϸ��Ҫ��������Ҫ��߶���Ҫ��һ���ĸնȺ���ĥ�ԡ�
����̨���ƽ��Ⱦ���ĥ�ӹ���������T�Ͳۣ���ʽ�оߡ�������������ֲ���ȫ��շ����֡���������̨�����ƵĻ�е��λ���ܡ�
����˿���������в��ù�������С�����˿�˲������������˫֧����ʽ��
���� 2����˿����
��˿������Ҫ�����������缫˿��һ�����ٶ��˶������缫˿�������������˿Ͳ�ϣ���˿�������ɵ����˿Ͳ�������ϰ塢ͬ����������װ�õ������ɡ���˿����V�ʹ��ֵ��촫�����������ƽ�ȡ�������������
���Ļ���Ҫ���ǣ�
�� ��˿Ͳһ����ת��һ�����ƶ����Ա�֤�缫˿����˿Ͳ���������С�
�� ��˿Ͳ�ľ�������������ܶ�ҪС��
�� ��˿Ͳ��Ҫ����ת��
�� ��˿����Ӧ�봲����Ե��
�� ��˿Ͳ���÷����֣���ֹ����Һ�ɽ��������ṹ���������ֻ�ͬ��������
�� ��˿װ�����и�缫˿˫���Ž�������
���� 3����������ϵͳ�֣�ȫ�ջ��Ϳ������ƶ��֡��ջ�ϵͳװ��Lus��դ���ϵͳ�����ƾ��Ⱥͼӹ����ȸߡ�
���� 4�����ع��������������Դ��������л������ͬһ���ڣ�����һ�����������и������ϵͳ�������˴�ͳ�����߷�������ģʽ�����˿��Ƶ�·�����������ϵͳ���еĿɿ��ԣ�ʹ���������ʽ�����͡�
���� 5�������ع��������������û�Ҫ��ѡ�ù��ػ���PC��������ϵͳ����HF��AUTOCUT��������һ�廯���������������иͼ��ɨ�衢������������Ƶ���ʮ���ּӹ�����ϵͳ��
���� 6�������������Ʋ��ñ�Ƶ�����٣����š�����˿������������0-60HZ��Χ�ڿ���������˿����ٶȣ��������ƽ�����ȶ���������������
���� 7����Ƶ��ԴΪ����ʽ�����Դ�������ȶ�������ѡ�㣬�и�Ч�ʸߡ�����и�Ч��≥120mm2/min������ֲڶ�Ra1.5ʱ≥40mm2/min������и���600-1000mm��˿��100000mm2/0.01(≤80mm2/min)��
���� 8�������ع����������ص���ͻ�����ؼ���������ɢ�����ܺá����������ȶ��Ĵ��ʲ��Ƶ��裬���ʽ�����ŷ�ṹ�������˻����ɢ�����ܣ���֤�˿���ϵͳ������ʱ������������
���� 9�����ع��˻�����Ҫ����ƣ����ڵ�������Ԫ������¶�ڿ������ϣ��������õĿ�ά���ԣ���������̲��ó���ʽ�ṹ���ȷ����������ּ�㡣
���� 10��רҵ�з��Ļ���Ƕ��ʽ����ϵͳ��
����������������������“��λһ��”���ع�����������������ģʽ�ṹ���������������������ȷ���Ԫ���������ȱ���С�������ȶ���
���ϵͳ����Ҫ�ص㣺
AutoCutϵͳ��Ҫ����
1��֧��ͼ�������Զ���̣��û�����Ӵ����룬ֻ��Ҫ�Լӹ�ͼ�����üӹ����գ���ɽ��мӹ���ͬʱ��֧�ֶ������и��������ɵ�3B���롢G ����ȼӹ����룻
2��������ֱ��Ƕ�뵽AutoCAD��CAXA�ȸ��汾�����У�
3�����ּӹ���ʽ�������ϼӹ������������Ρ����� �����˵ȼӹ���ʽ��
4��XYUV 4������û����������������Ϊ����ʮ�ġ��������ĵȣ�
5��ʵʱ������и�ӹ�������X��Y��U��V����ӹ�״̬��
6���ӹ�Ԥ�����ӹ�����ʵʱ��ʾ���ȼӹ�ʱ�ɽ�����ά������ʾ���ɷŴ���С�ۿ�ͼ�Σ��ɴ�����ͼ������ͼ������ͼ�ȶ�ǶȽ��й۲�ӹ������
7���ɽ��ж���и�����û���ά���Ĺ��տ�ܣ�ʹ��μӹ���ü��ɿ���
8���ȹ����ļӹ������������������Ƽ��������Է���Ľ�������������ӹ���ʹ������ͼ�μӹ���ü���ȷ��
9����������4���˶����ƿ��������ȶ��ɿ���
10��֧�ֶ���й�����һ̨���Կ���ͬʱ���ƶ�̨���и������
11�������Զ��������ܣ��ڼӹ���ϻ����ʱ�Զ�����������ʱ������ã�
12��֧�������ʱ�������ڼӹ��켣�սǴ�������ʱ���Ը��Ƶ缫˿������ɵ�ƫ�
13��֧�ֳ�϶�������ܣ����ԶԻ�����˿�˳�϶�����в���������������ȣ�
14��֧���ݾಹ�����ܹ��Ի������ݾ������зֶβ�����
15��֧�����ּӹ�ģʽ����ͨ����˿ģʽ������˿ͨѶ���ģʽ��
16���ϵ�ʱ�Զ�����ӹ�״̬���ϵ�ָ��ӹ�����·�Զ����˵ȹ��ϴ�����
17���ӹ������Զ��رջ�����Դ��
AutoCutϵͳ��Ҫ�ص�
1������ͼ�����������������˹��˵��Ͷ�ǿ�ȣ�����˹��˵Ĺ���Ч�ʣ���С���� �������
2������ Windows XP�ȸ��汾�û�������ʹ�ü���ѧ���
3��ֱ��Ƕ�뵽AutoCAD��NCCAD��CAXA�ȸ��汾�����У�ʵ����CAD/CAMһ�廯�����������и�ɼӹ�����
4���ȹ����ļӹ������������������Ƽ�������ά��Ƽӹ��켣�����Ե��ְ뾶���缫˿ֱ�������߷ŵ��϶�Լ����ȵ���Բ�����в������������ȼӹ���������
5�����ö���м�����һ̨���Կ���ͬʱ���ƶ�̨���и������
6���ɽ��ж���и�����û���ά���Ĺ��տ�ܣ����ܿ��Ƽӹ��ٶȺͼӹ�����������߱�����Ⱥͳߴ羫�ȣ�ʹ��μӹ���ü��ɿ���
����۸���Ҫ�绰��̸














