商铺名称:衡水市桃城区荣威橡塑厂
联系人:罗经理(小姐)
联系手机:
固定电话:
企业邮箱:1284896843@qq.com
联系地址:衡水市开发区河沿18号
邮编:53000
联系我时,请说是在焊材网上看到的,谢谢!
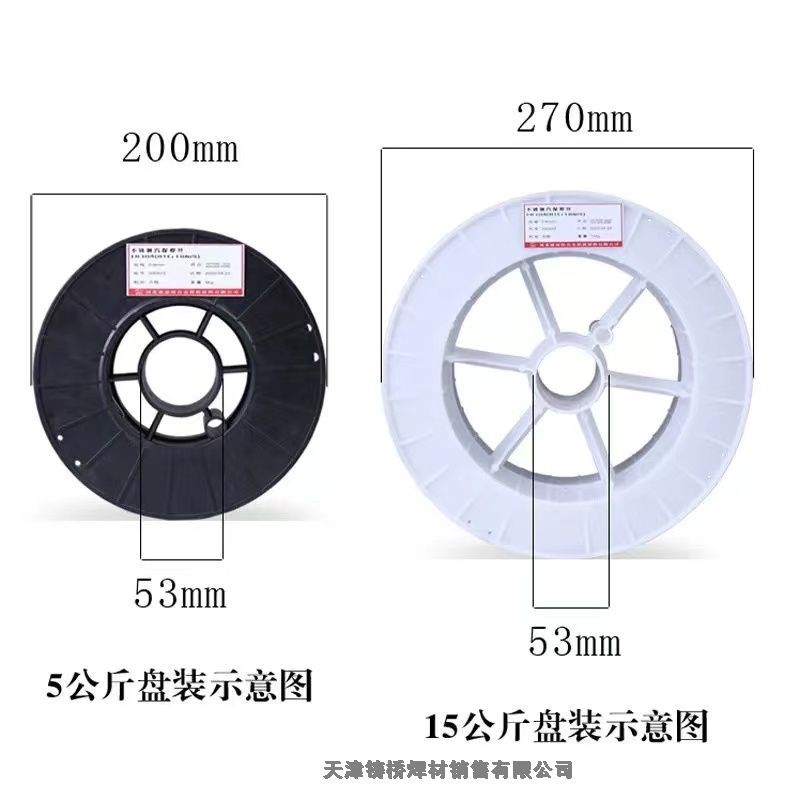
聚乙烯闭孔泡沫板分L-1100型和L-600型两个品
种,其中L-1100型适合于做普通水渠水池的水泥缝填缝
板,L-600型因为它较硬,适合于做水库大坝的水泥缝
填缝板。 模压法 1.原料 一般使用熔体流速为 2g/10min 左右的低密度聚乙烯塑料.多数以过二氧化异丙苯为化学交 联剂,以偶氮二甲酰胺为发泡剂,使用三碱式硫酸铅为活化剂.配方如下:原料 用料/质量份 原料 用料/质量份 聚乙烯 100 过氧化二异丙苯 1 偶氮二甲酰胺 20 三碱式硫酸铅2、操作工艺 ① 配料。按配方分别进行称量并按顺序加料。 ② 混炼。将聚乙烯树脂在混炼机中混炼 3~5min,温度控制在 110~120℃左右。将聚乙烯混炼成片后加入偶氮二甲酰胺和三碱式硫酸铅,此时温度降至 70℃~100℃,再混炼 10min,然后加入过氧化二异丙苯,在同一温度下混炼 5min,制成片状。 ③ 切片。按所要加工制品的形状冲切成所需要尺寸的片料。 ④ 模压成型。把片料装入模具中,此时对模具解热至 160℃,加压至 0.6MPa,模压 12~ 15min。 ⑤ 开模发泡。有如下 2 中开模方式。 a. 热开模发 待发泡剂完全分解后,解除液压机压力,使热熔片材膨胀弹出,并在 2~3min 内完成发泡。熔融物料的快速膨胀发泡,有利于形成细小的泡孔,但不能达到太高的发泡倍率。 因发泡产生分解产生的气体压力与物料的粘性和弹性之间难以达到平衡, 发泡时微小的 阻力都会导致泡沫塑料龟裂,所以必须特别注意控制熔融体的弹性,以保证生产正常进行。 b. 冷开模发 将完成交联发泡的模具冷却到 65℃左右,开模取出泡沫块,立即送入 120~ 170℃的烘箱中加热进行二次发泡;也可以将热压泡沫块置于容积比其大的模具中二次加热膨胀,冷却后开模得到具有闭孔结构、力学强度优异的聚乙烯泡沫塑料制品。在常压下加热二次发泡即得到高发泡倍率的泡沫片材。