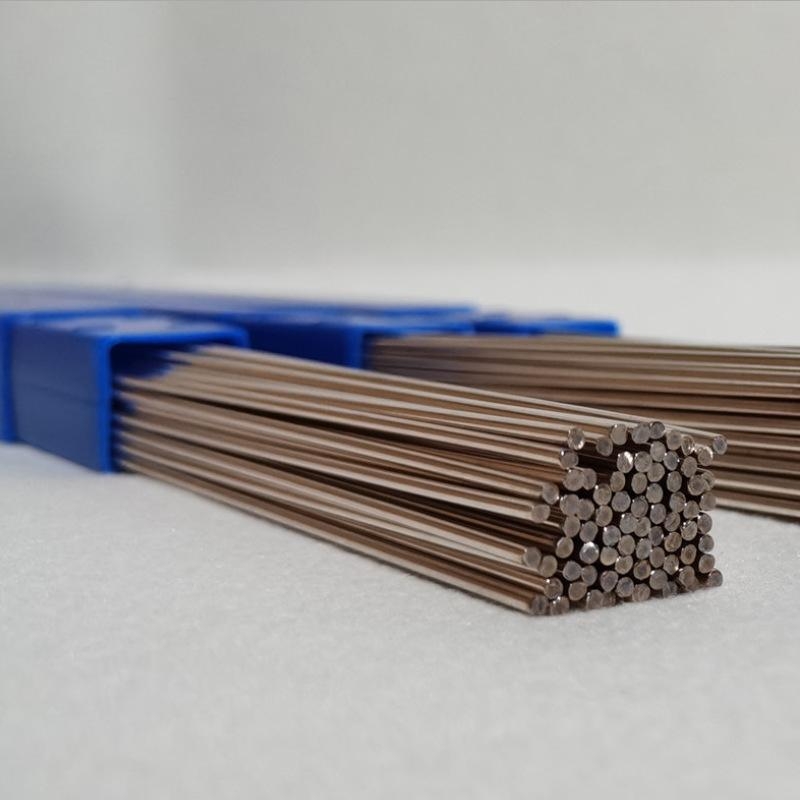
说明:银焊条是一种以银或银基固深体的焊条,具有优良的工艺性能,不高的溶点、 良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良,可以用 来钎焊除铝、镁及其他低熔点金属以外的所有黑色和有色金属,该产品广泛的应用于制 冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
特点优势
⒈银质焊条流动性好,价格便宜,工艺性能优良;
2、银焊条具有不高的熔点、良好的湿润性和填满间隙的能力;
⒊银焊条接头强度高、塑性好、导电性和耐腐蚀性优良;
⒋钎焊铜及银有自钎性,可不用钎剂。适用于接触焊、气体火焰焊、高频钎焊及某些炉中钎焊,钎焊接头具有较好的强度及导电性。
⒌银焊条成本低、节银、代银,宜于铜与铜及铜合金的焊接
应用领域
广泛的应用于制冷、灯饰、五金电器、仪器仪表、化工、航空航天等工业制造领域。
成分用途
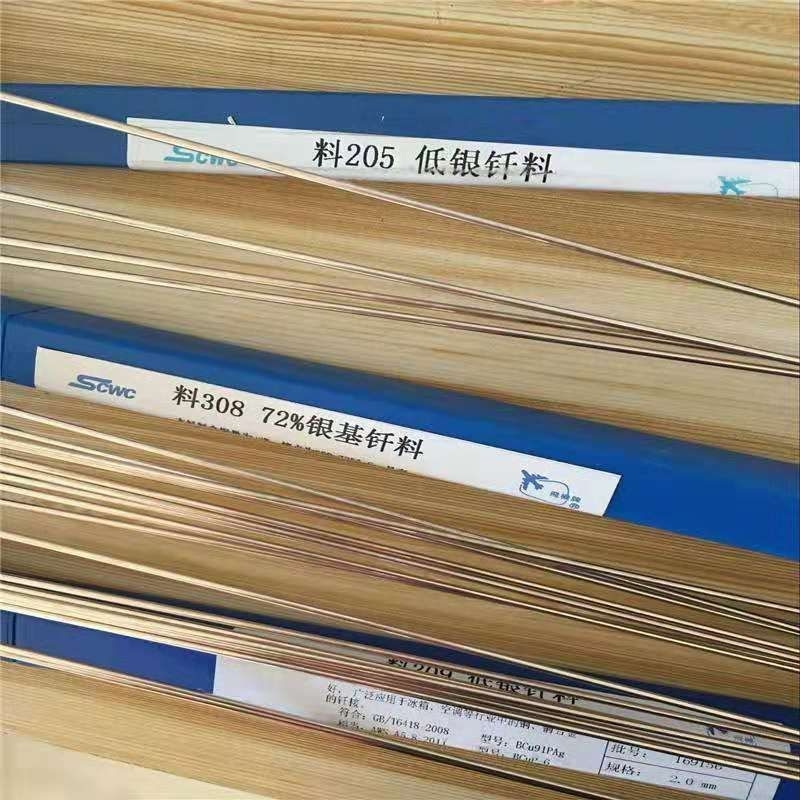
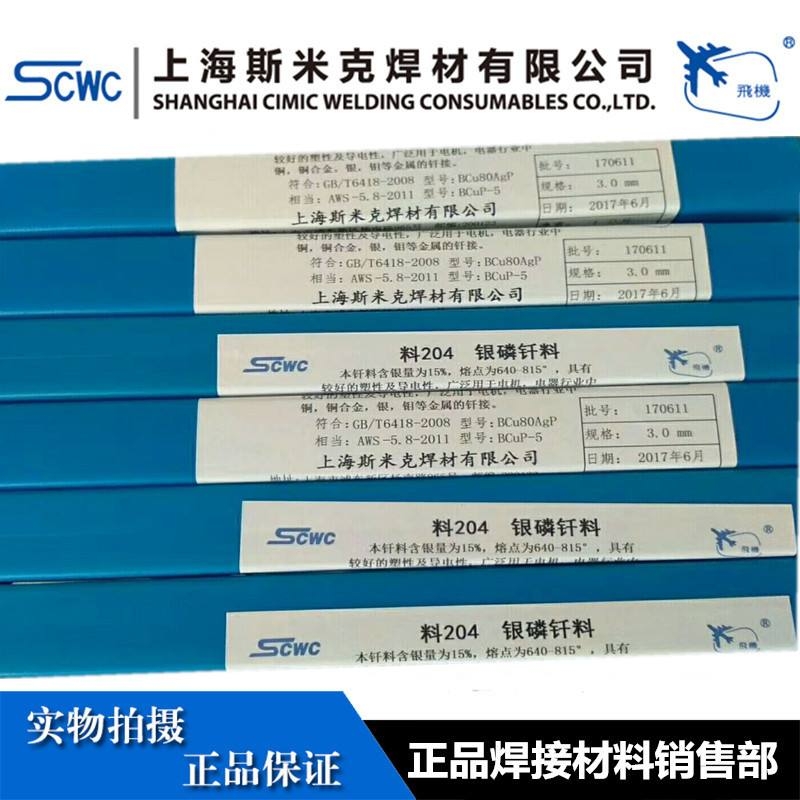
HL204,含银15 HAg-15B,含银15,等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承受振动载荷的铜及其合金接头的钎焊。熔点645-800摄氏度。HAG-18BSn,含银18,是银、铜、锌、锡合金,熔化范围稍高,润湿性和填充性良好,价格经济。可焊接铜、铜合金、钢等材料。熔点770-810摄氏度。 HAG-20BCd,含银20,是银、铜、锌、镉合金,熔化范围适中,润湿性和填充性好,价格经济。可焊铜、铜合金、钢等大都份材料,熔点620-760摄氏度。 HL302,含银25, H等同于国标BAg25CuZn及L302,是银、铜、锌、合金,具有较好的润湿性和填充性,但熔点稍高,可焊铜、钢等材料。熔点700-800摄氏度。 HAG-25BSn,含银25,等同于美标AWS BAg-37,是银、铜、锌、锡合金,熔点低于HAg-25B,提高了润湿性和填充性。可焊铜、钢等材料。熔点680-780摄氏度。 HAG-25BCd,含银25,等同于美标AWS BAg-27、国标BAg25CuZnCd,是银、铜、锌、镉合金,熔点比25B进一步降低、工艺性能进一步提高,可钎焊铜合金、钢等材料,熔点605-720摄氏度。 HAG-30B,含银30,等同于美标AWS BAg-20,国标BAg30CuZn ,是银、铜、锌合金,熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等材料。熔点677-766摄氏度。 HAG-30BCd,含银30,等同于美标AWS BAg-2a、国标BAg30CuZnCd,是银、铜、锌、镉合金,熔点较30B更低,流动性更好,可钎焊铜合金、钢等材料。熔点620-690摄氏度。 HL314,,含银35,等同于美标AWS BAg-2、国标BAg35CuZnCd是银、铜、锌、镉合金,熔点低、流动性好,可钎焊铜合金、钢等材料,熔点605-700摄氏度。HAG-35B,含银35,等同于美标AWS BAg-35,是银、铜、锌合金,中等熔化温度,接头有较好韧性,可钎焊铜、铜合金、钢等材料。熔点621-732摄氏度。 HAG-35Sn,含银35,等同于国标BAg34CuZnSn,是银、铜、锌、锡合金,中等熔化温度,有较好的流动性,更适用于铁素体和非铁素体钢的焊接。熔点620-730摄氏度。 HAG-35BCd,含银35,等同于美标AWS BAg-2、国标BAg35CuZnCd及L314,是银、铜、锌、镉合金,熔点低、流动性好,可钎焊铜合金、钢等材料,熔点605-700摄氏度。 HL312,含银40,等同于国标BAg40CuZnCd,是银、铜、锌、镉、合金,熔点低、焊接工艺性优良,适用于淬火钢和小薄件零件的钎焊。熔点600-630摄氏度。HAG-40B,含银40,是银、铜、锌、合金,具有较好的流动性、渗透性和韧性,熔点677-732摄氏度。 HAG-40BNi,含银40,是银、铜、锌、镍合金,等同于美标AWS BAg-4,具有较好的抗蚀性、适用于不锈钢的焊接和镍基合金及炭化钨的焊接,熔点670-780摄氏度。
如何储存
一.银焊条存放地:存放银焊条的仓库应具备干燥通风环境,避免潮湿;拒水、酸、碱等液体极易挥发有腐蚀性的物质存在,更不宜与这些物质共存同一仓库。焊条应放在木托盘上,不能将其直接放在地板或紧贴墙壁。
二.存取及搬运焊条时小心不要弄破包装,特别是内包装“热收缩膜”。打开银焊条包装应尽快将其全部用完(要求在一周以内),一旦焊丝直接暴露在空气中,其防氧化时间将大大缩短(特别在潮湿、有腐蚀介质的环境中)。
三.按照“先进先出”的原则发放焊条,尽量减少产品库存时间。请按焊条的类别、规格分类存放、防止错用。