为了进行铸铁的焊接,必须了解这种材料的特殊性能和相应的焊接技术。一些焊工试图根据他们焊接钢的经验来修理铸铁,往往结果糟糕而不知道什么原因。因此,铸铁修理对焊工来说是一项令人害怕的工作。然而,许多等级的铸铁确实可以焊接成功。
铸铁本质上是铁、碳和硅的合金。碳含量范围从2.4%到4.5%,这意味着它存在超过固溶体所能包含的量。虽然在熔化时,多达6%的碳可以溶解在铁中,但当金属凝固时,实际上只有不到1.75%的碳能留在溶液中。多余的碳在凝固过程中分离出来,并以游离碳(石墨)的形式存在和分散在整个铸铁中。
影响铸铁凝固时析出碳量的两个因素是凝固所需的时间长度和存在的硅量。如果给它足够的时间和温度,硅倾向于将溶液中的任何碳以石墨的形式驱逐出去。因此,游离石墨的百分比是冷却速率的函数。
这种过量的碳是铸铁具有许多理想性能的原因,例如高流动性、低收缩率、高振动阻尼能力和易加工性。
但是碳也是问题的来源。由于其高含量,铸铁是易碎的,并且在受到应变时具有非常小的伸长率。因此,当受到局部加热和冷却时,它容易破裂,焊接时就是这种情况。因此,铸铁的焊接性能不同于钢。
钢在大约1450℃熔化,铸铁的高碳含量将熔点降低到1100~1300℃(取决于铸铁类型),使其更容易熔化,并允许其自由流入模具,以呈现铸件的预期形状。铸铁被广泛用于机器底座、发动机缸体、缸盖、缸套、水套、齿轮箱壳体、泵和阀门外壳、歧管、管道配件等。
铸铁常见类型:
? 灰口铸铁
? 白口铸铁
? 可锻铸铁
? 球墨铸铁
? 高合金铸铁
这些不同的铸铁不能仅通过化学分析来识别。过剩碳的形式决定了熔体变成铁的种类。关于第五种类型,高合金铸铁,这是通过在灰口铸铁、白口铸铁或球墨铸铁中加入一定量的合金元素而获得的。下面我们来看看各种类型的特征。
灰口铸铁
灰口铸铁是所有铸造金属中蕞便宜最常用的。原材料-生铁、废铁、废钢、石灰石和焦炭-都相对便宜。我们估计大约90%的铸铁是灰口铸铁。
|
|
当使用砂铸模时,熔化的金属冷却速度很慢。这使大部分碳有时间在铁晶体边界之间以石墨薄片的形式聚集。在小的或薄壁的零件中,石墨均匀地分散在整个材料中。在大尺寸铸件中,靠近表面的材料将含有相对较小的石墨薄片,因为这是铸件的一部分,会首先冷却。中间的材料会冷却速度较慢,含有更少但更大的薄片。(图解)。
片状石墨的存在提高了易加工性、有用的阻尼性能和耐磨性。然而,片状石墨也可以作为裂纹指示器,无论是在低温还是高温下,灰铸铁都不能弯曲或锻造成形。
由于游离石墨的存在,断口呈灰色,这就是该合金名称的由来。
灰铸铁的强度范围很宽,从137 MPa到390 MPa以上,加上制造经济性,这解释了为什么这些铸铁在高抗动应力性不是控制因素的情况下被广泛使用。
灰口铸铁的一般成分:
碳: 3.0~3.25%
硅: 2.0~2.4%
锰: 0.6~0.7%
磷: ≤0.2%。
硫: ≤0.2%
铁: 剩余
特点:
2 柔软。
2 比白口铸铁易碎。
2 高可加工性。
2 良好的可焊性(Ni99铸铁焊条Mac Cast E405或Ni55铸铁焊条Mac Cast E407)。
白口铸铁
白口铸铁的化学成分与灰口铸铁相似,但不同之处在于碳以碳化铁(Fe3C)的形式存在,而不是以游离碳(石墨)的形式存在。这是通过保持低硅含量和快速冷却来实现的,快速冷却不允许碳移动到晶体边界,而是被困在晶体内。这就形成了马氏体结构,非常脆和硬。在断口处,碳化铁会使表面呈现银白色,因此称为白口铸铁。
白口铸铁可用于耐磨服务。但由于其裂纹敏感性,它们很难焊接,并且被认为是不可焊的。如有必要,可用镍合金焊条Mac Nicro E203(AWS A5.11 ENiCrFe-3),次选Ni99铸铁焊条Mac Cast E405(A5.15 ENi-CI)进行焊接。焊接时注意:
2 不要预热
2 多次短焊,中间间歇以免过热
2 低电流
2 小直径焊条
特点:
2 硬的
2 易碎
2 耐磨的
2 焊接性非常差
可锻铸铁
|
|
可锻铸铁开始与普通的白口铸铁一样,非常坚硬易碎。然后在870℃以上的炉中退火(热处理).此时硅可以将碳化铁分解成铁和碳。在1到6天的时间里,碳实际上穿过固体铁,聚集在石墨的小块或结节中。具有这种微观结构的铁被称为可锻的,它的性质与白口铸铁相反。它不是硬脆的,而是易于加工,并且具有延展性。由于制造成本的原因,可锻铸铁的应用仅限于相对较小的零件。可锻铸铁的强度从340MPa到520MPa不等。
特点:
2 将吸收轻度到中度的扭力。
2 可焊性一般至良好。
2 当强度超过410MPa时,焊接变得困难。
球墨铸铁
球墨铸铁弥补了灰口铸铁和钢之间的差距。球墨铸铁强度高、韧性和抗冲击载荷能力俱佳,满足了设备尺寸增加、运行速度提高和生产成本降低的要求。
通过向熔融金属中添加微量的镁或铈,改变了表面张力机制,并且当石墨沉淀时,它形成结节或球体,而不是像灰口铁中那样的薄片,或者像可锻铸铁中那样形成紧密的聚集体。
这种分散在整个铸件中的石墨形式为铸件提供了显著的延展性,并产生了与许多优质钢相当的强度,同时保留了优异的可铸造性和可加工性的优点。
球墨铸铁的机械性能接近钢。它的抗拉强度在铸态时为340~1030MPa。它的屈服强度从275MPa到830MPa,伸长率从2%到25%。
球墨铸铁可以用Ni55铸铁焊条Mac Cast E407非常满意地焊接。
球墨铸铁的一般成分:
碳: 3.2~4.1%
硅: 1.8~2.8%
锰: ≤0.8%
磷: ≤0.1%。
硫: ≤0.03%
|
|
高合金铸铁
高合金铸铁是一种适用于灰口铸铁、白口铸铁和球墨铸铁的通用分类。当合金含量超过3%时,它们被认为是高合金。在这种程度上加入合金从根本上改变了铸件的微观结构和性能。最常见的合金元素是镍、铬和钼。一般来说,高合金铸铁是可焊的。
孕育铸铁/米哈奈特铸铁
孕育铸铁/米哈奈特铸铁这个名称指的是一组在严格冶金控制下制造的铸造黑色金属材料,因此它们的性能符合既定的工程规范。孕育铸铁有多种类型,从具有优异机械加工性能的软质类型到强度性能接近或超过许多铸钢的强质类型。
特点:
2 高密度
2 非常高的强度
2 良好的可焊性
耐蚀镍合金铸铁
在这一系列的铸铁合金中,加入相当数量的镍、铜和硅,提高了灰口铸铁的耐腐蚀性。
耐蚀镍合金铸铁的一般成分;
碳: 1.8~2.6%
硅: 50~6.0%
锰: 0.4~1.0%
镍: 13.0~32.0%
铬: 1.8~5.5%
铜: ≤10.0%
钼: ≤1.0%
特点:
2 高抗酸腐蚀性和大气腐蚀。
2 优异的可焊性。
2 强度137MPa~313MPa
如何鉴别铸铁
|
|
工件的准备
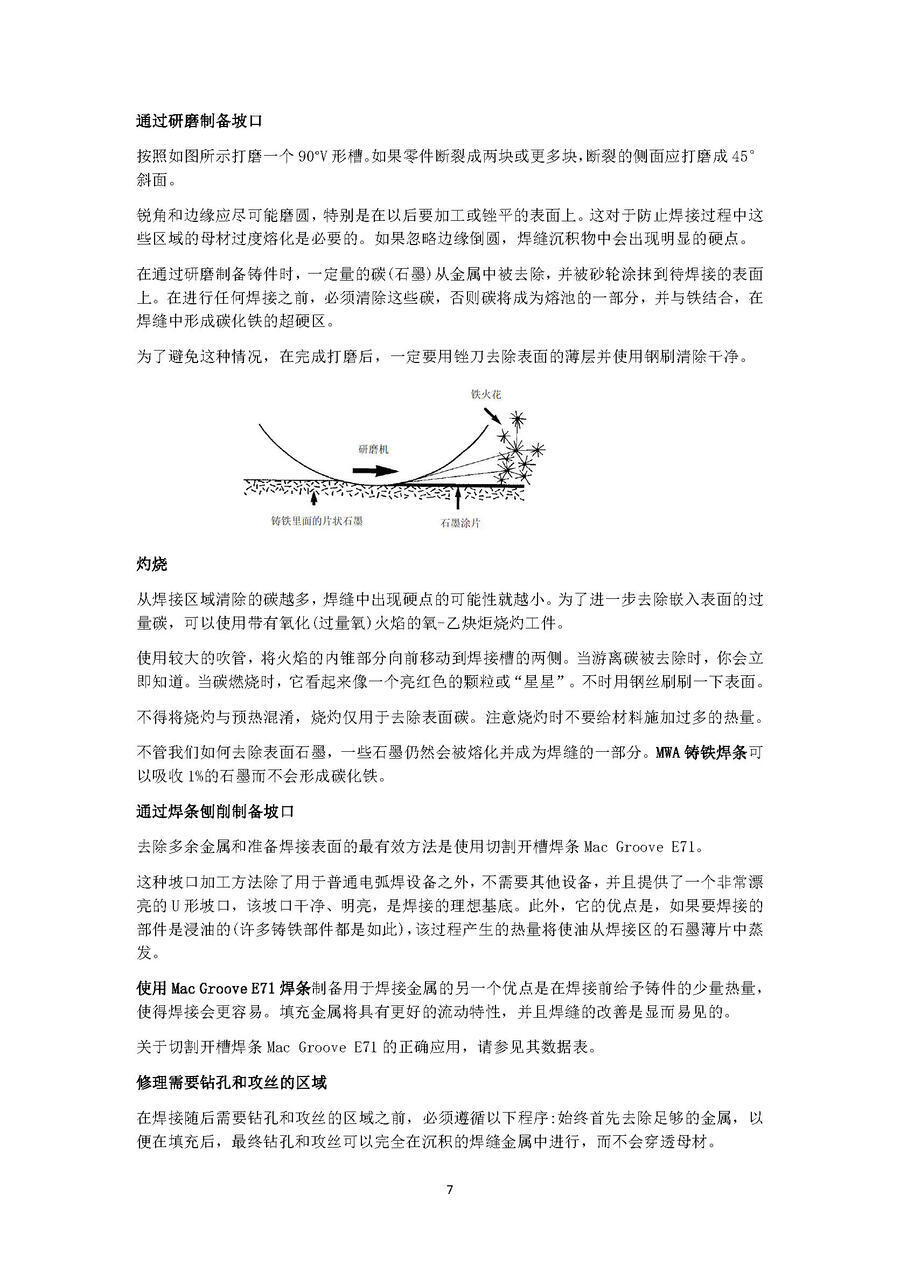
通过研磨制备坡口
灼烧
通过焊条刨削制备坡口
修理需要钻孔和攻丝的区域
铸铁电弧焊
下面是对Ni99铸铁焊条Mac Cast E405和Ni55铸铁焊条Mac Cast E407的简单介绍,以帮助您选择正确的铸铁焊条。这些焊条的完整数据可在附件数据表中找到。记住铸铁的冷焊只能通过电弧焊来完成。
Ni99铸铁焊条Mac Cast E405
品质卓越、可完全加工的Ni99铸铁焊条,用于铸铁的连接和堆焊。迅速形成并产生良好的完全可加工的熔覆层。最小母材稀释。没有咬边。适用于用于铸铁的冷热焊接,以及可锻铸铁、钢和铜或之间的连接或堆焊,是铸造修复的理想选择。有对应TIG/MIG焊丝可供选择。
Ni55铸铁焊条Mac Cast E407
高强度镍铁焊条,适用于需要更高强度的灰铸铁、球墨铸铁的修复。也适用于连接铸铁和低碳钢(与Mac Groove E71切割开槽焊条一起使用)、压力容器等。有对应MIG焊丝可供选择。
焊条结合试验
磨掉靠近焊接区域的一小块材料。选择Mac Cast E405和Mac Cast E407的3.2 mm焊条,用它们中的每一种熔敷4~5cm的焊道,焊接时不要摆动。
使用100A电流和正确的极性。使用锤子和凿子去除焊道。在接触表面上表现出最少孔隙率的焊道表明对于这种特定的母材来说是最适合的焊条。
|
|
热焊
在热电弧焊接中,零件必须首先均匀加热到大约500℃,尤其是如果要焊接的铸件具有任何明显的材料厚度,预热必须缓慢进行。铸铁的导热系数低,预热时需要小心。加热过快会导致张力裂纹。在整个焊接操作过程中,必须保持该温度。
由于现场预热装置通常仅限于焊炬,这意味着只有较小的部件,以及可以拆卸并带到车间的部件,才能在现场进行热焊接。
当对铸铁进行热焊时,工件的温度必须通过温度指示笔或电子温度计来监控。温度不得超过600℃,这一点很重要,因为这可能会导致母材的结构变化,从而大大降低其强度。
与冷焊相反,热焊可以连续进行。然后,必须让焊接完成的零件尽可能缓慢地冷却至室温。将工件埋在硅藻土、沙子或煤渣中有助于降低冷却速度。缓慢冷却很重要的原因是,如果冷却速度很快,碳将没有时间在晶界处像石墨一样分离。相反,碳以碳化铁的形式与铁结合。这种结构状态将与白口铸铁非常相似;又硬又脆。
冷焊
如果没有必要的设备进行预热或达到所需的缓慢冷却速度,则可选择冷焊。该方法之所以如此命名,是因为当正确实施焊接时对母材的热量输入较低。
现场冷焊是目前最常用的方法,大型铸铁零件或难以拆卸或耗时的零件应进行冷焊。
电流设置
冷焊铸铁时,应使用低电流。从而避免了填充材料和母材之间的深度融合。需要记住的是,深熔会挖出更多的石墨并带入熔池。这种石墨会产生碳化铁,当焊缝冷却时会产生硬区。深度熔化还会将大量多余的热量带入母材,从而增加开裂的风险。
为了避免钻入母材,并减少热量输入,也可以将焊条指向行进方向10°。这将导致熔池向前吹,起到缓冲的作用。
|
|
不要设置电流过低。熔池必须没有熔渣,并易于控制。如果沉积物的焊道轮廓较高,则设置过低。如果飞溅和咬边过多,则电流设置过高。
|
|
对于Mac Cast E405和Mac Cast E407,推荐的电流如下:
Mac Cast E405
l 2.5mm 30-75A
l 3.2mm 70-100A
Mac Cast E407
l 3.2mm 70-110A
l 4.0mm 110-150A
以上设置是近似的。设置将随着作业的大小、机器的类型、线路负载等而变化。推荐的做法是选择数值中间的一个设置,并进行试焊。
一般来说,焊接电流应尽可能低,与易于控制、焊缝轮廓丰满以及熔敷边缘良好的清洗相一致。列出的安培数适用于平焊位置。对于仰焊,将电流范围减少5-10%,对于立焊,将电流范围减少约5%。
为确保良好的导电性,如果可能,回路电缆夹应连接到工件上。
|
|
极性的选择
如果用于焊接的电流源是焊接整流器(直流焊机),正确极性的选择将对焊接结果产生很大的影响。一些焊条制造商制造只能用于负极的铸铁焊条。此外,几年前铸铁焊条的普遍低质量使得有必要使用负极来实现母材和焊接沉积物之间的结合。操作者必须意识到不同极性的影响,因为热量输入和母材的熔化根据所选择的极性会有很大差异。
|
|
如果焊条连接到焊机的负极(正接),我们将获得高而集中的热量输入到母材。这将导致材料过度熔化和下陷。除了磷和硫等污染物外,铸铁还含有大量的气态氮、氧、二氧化碳和一氧化碳。过度熔化会将多余的杂质带入焊缝。母材中包含的杂质越多,焊缝的质量越低。高热输入还会导致碳化铁的形成,在焊缝和热影响区形成硬区。
如果我们将焊条连接到正极(反接),我们会得到一个宽而浅的焊接区,其中石墨、磷、硫和气体的含量蕞低。低热输入减少了碳化铁的形成。
用直流焊接时,应优先选择支持反接的焊条。然而,在铸铁被严重污染且可焊性差的情况下,可以在第一次焊接时尝试正接,以便使用更高的热量输入和熔化来实现母材和焊缝沉积物之间的结合。
弧长
为了降低电弧上的电压,并最大限度的减少对母材的母材的热量输入,应保持最短的可行电弧。根据经验可以发现,在某些情况下比如当母材的成分使良好的粘合变得更加困难时,第一次焊道应采用比后续焊道稍长的电弧。
合适直径的焊条
始终使用凹槽可以接受的最大直径电极。使用大尺寸直径意味着相对于填充金属的沉积量,减少了热量输入。例如,与2.5毫米焊条相比,4.0毫米焊条的熔敷量是4倍,而电流大小却是2倍。但是,如果第一个焊道出现气孔,则应使用小直径焊条、低电流设置和高焊接速度来减少热输入。
焊接
请记住,铸铁非常脆,只有1~2%的伸长率。如果收缩力超过铸铁的抗拉强度,铸铁就会破裂。因此,在焊接时,将输入到基材的热量保持在蕞低限度以避免开裂,这对焊接的成功至关重要。
|
|
实现这一点的方法是避免长而连续焊道(如焊接低碳钢时),而是一次焊接最大长度为20~30mm(1英寸)的短而直的线状焊道。应避免摆动焊接或将摆动保持在“冲洗”沉积物和达到凹槽两侧所需的最小值。
焊接方向两侧的摆动不要超过焊条直径的一半。当每个20~30mm的焊道沉积后,填充弧坑,并在断开电弧前将焊条在焊道上向后拉一点。
当焊道还是热的时候,用圆头锤敲击。由于铸件非常坚硬,填充金属必须具有延展性。在沉积后立即对焊道进行喷丸处理将使其拉伸,以适应焊接区域的一些尺寸变化,并提供一些应力消除。
总是从弧坑回起点,使用快速、适度的敲击;只要能在焊缝熔敷层上留下轻微的凹痕通常就足够了。过重的敲击可能导致裂纹,而太轻的敲击在消除应力方面几乎没有效果。在较薄工件上,不应垂直于焊缝敲击,因为振动会降低效果。
在第一个焊道完成和锤击后,在可以舒适地将徒手放在焊道旁之前不要进行下一个焊道。如果太烫,那就表示不适于继续焊接。慢慢来,不要急于求成而破坏了你的工作。
有时可以一次进行多道短距离焊接,但只有当要焊接的长度彼此间隔很远时,才能防止热量积聚。这种技术被称为跳焊,可以大大加快工作速度:
|
|
一端为自由端裂纹修复(见下图)
从固定端开始焊接,然后向自由端退焊。
两端固定的裂纹修复
前两个焊道(每个2~3cm)分别从裂纹两端的钻孔处开始。然后使用退焊技术,从裂缝的每一端交替焊接。
断裂零件的修复
从一边开始,使用退焊技术到达另一边。
|
|
承受高应力的零件
为了加强过渡区,可以使用切割开槽焊条Mac Groove E71在焊接坡口的侧面切割横向坡口。首先用为第一层选择的焊条填充这些凹槽,然后用相同焊条的沉积物覆盖凹槽的整个表面,不进行喷丸处理。然后继续填充凹槽。请记住,应始终使用Mac Cast E407进行堆焊。
|
|
降低收缩应力的一种方法
为了减少收缩应力,在进行堆焊之前,不要先完成一个完整的根部焊道。如草图所示,逐步“堆叠”焊道,每次向前推进每根焊道(总是从根部焊道开始)2 - 3厘米。注意保持低温(在进行每根新焊道之前,用手试温!)然后趁热锤击每根焊道。小型气动锤适用于这种锤击。
钢板插入技术
有时需要在大型外壳或电机座的中心部分插入钢片。一个齿轮可能已经破碎并推出了壳体中的一个区域。冻结的底座可能遭受同样的损害。通常被推出的部分已经破碎成许多块,试图将这些块连接起来是不切实际的。蕞便宜的修理方法是在孔内安装一块钢板。这是按如下方式完成的:
清除铸件上的所有损坏材料。避免留下尖角,尽可能将其磨圆。清除维修区域的灰尘、油漆、油和油脂。使用裂纹检测工具,确保没有隐藏的裂纹。以45°的角度打磨铸件的边缘,使其达到壁厚的一半。记得锉平研磨区域以去除表面石墨。使用一块纸板切割模板,以获得钢片的正确形状。
选择一块低碳钢,厚度为铸件壁厚的一半。以模板为导向,从钢片上切下补丁。它应与孔配合,间隙为2~3mm。打磨补片45°的边缘。补丁通过球头锤敲击,直到形成凸起。
|
|
将补片放入孔中并固定到位,但不要定位焊。因为这将防止贴片膨胀受热。现在将补片焊接到铸件上,使用草图所示的退焊技术。小心让每个2 - 3厘米的珠子冷却后,再进行下一个珠子。使用Mac Cast E407进行堆焊。
缺失部分堆焊
有时,有必要在部件磨损或断裂的地方重建。下面以一个脱落的齿轮为例说明这个过程。
使用Mac Groove E71在要重建的区域切割应力消除坡口。如果该区域足够大,可以开多个坡口,坡口之间至少间6毫米(1/4英寸)。不要使用研磨机切割应力消除坡口。几何上来讲,坡口不能正确的分散铸件表面的应力。
填满坡口。然后通过使用长弧和快速之字形运动在焊接金属上“涂画”。应用薄沉积层(1.5毫米)密封所有污染物。不要淬火。
使用线状焊道堆焊。
当修复凸起区域的缺陷时,例如凸台,焊接后必须进行机加工,仅仅切除缺陷并填充缺陷区域是不明智的。蕞好通过加工到略低于所需最终表面的深度来准备修复区域。然后堆焊表面至所需尺寸2毫米(1/16英寸)以上,以便进行加工。所有加工都将在完全可加工的固体焊缝金属沉积物上进行。
填充穿透铸件的孔
从一侧开始焊接,并排运行直线状焊道,直到孔闭合。仅从一侧焊接。不要交替侧面或在边缘周围焊接,以免产生应力裂纹。轻轻敲击每个焊道以减少收缩应力。去渣。
铸铁钎焊概述
钎焊这个名称来源于填充材料相对缓慢的成形特性,这使得焊接过程与普通气焊非常相似。
在铸铁上使用钎焊的一个条件是必须能够将焊接区每一侧的区域预热到400~600℃。在实践中,这将钎焊限制在较小的部件和较薄的尺寸上。对于较大的部件,建议采用冷电弧焊接。
在钎焊中,铸铁不熔化,因此钎焊是一种机械结合的形式,与气焊相反,气焊中母材熔化并与填充金属形成化学粘合。
在铸铁上使用钎焊具有低热和延展性的明显优势,这两者都减少和/或消除了传统上与焊接铸铁相关的两个严重问题。
这些是:
I. 高温易形成不需要的白口铸铁,这是一种马氏体铸铁,由于碳化铁的存在,非常脆和硬。钎焊中使用的低热大大降低了这种形成的可能性。
II. 冷却过程中的收缩问题。避免这种问题的原因一方面是钎焊所需的热量较低,一方面是钎焊填充合金具有很大的屈服能力和适应任何冷却应力的能力。在一定程度上,钎焊与铸铁的质量无关。
在钎焊中,铸铁被加热到结合温度。这是为了在填充金属和铸铁之间形成结合(表面合金)而必须加热到的蕞低温度。然后发生的现象称为“镀锡”(也称为“浸湿”或“粘合”)。实际上,它指的是几乎微观上很薄的一层,铸铁和熔融填充金属的合金在其中混合。。
虽然有几种钎焊工艺,但现场一般采用的方法是使用氧-乙炔炬来提供必要的热量。
铸铁冷补概述
在热加工有限制的地方,冷修补材料是一种替代方法。聚合物材料基本上是添加了金属或陶瓷填料的环氧树脂或聚氨酯产品。它们是由混合在一起的碱金属和活化剂组成的冷固化材料。
在凝固和固化过程中,它不会产生任何热量。聚合物材料形成表面结合,为了提供良好的加成,清洁基材表面是绝对必要的。
因此:
1)表面必须清洁并弄皱,以获得良好的粘合。
2)根据说明量取碱金属和活化剂
3)将碱金属和活化剂充分混合在一起。任何未混合的材料都不会凝固。
4)首先只涂抹少量产品,并确保将其用力压入准备好的表面,以确保良好的粘合。然后添加更多的产品,并建立到所需的高度。如果需要,可以在产品中添加加强绷带以增加强度。
Ni99铸铁焊条MAC CAST E405(AWS A5.15 ENi-CI)
|
品质卓越、可完全加工的Ni99纯镍铸铁焊条,用于铸铁的连接和堆焊。迅速形成并产生良好的完全可加工的熔覆层。最小母材稀释。没有咬边。用于铸铁的冷热焊接,以及可锻铸铁、钢和铜或之间的连接或堆焊,是用于铸造修复的理想选择。有对应TIG/MIG焊丝可供选择。 典型应用:发动机缸体、缸盖、泵壳、齿轮箱壳体、泵阀座以及机器底座的断裂和裂纹修复;当要求焊后高可加工性时填充孔洞和对磨损或缺失部分堆焊的理想选择,比如铸造缺陷的修复。 典型全焊缝金属成分(%)
典型全焊缝金属机械性能(焊态): 抗拉强度: 340 N/mm2 延伸率: 15% 硬度: 170 HB
尺寸Φ/电流:
电流:AC/DC (+)
参考标准:AWS A5.15 ENi-CI
储存:焊条应储存在干燥环境中。如果焊条受潮,应在150°C下重新干燥1小时后再使用。
使用E405铸铁焊条冷焊修复之优越性: 1)在大多数情况下,不需要预热或焊后热处理。因此大大简化了焊接工艺过程,并大大改善焊工的劳动条件。 2)对防止或减少工件变形十分有利。 3)工件无论大小都能适合焊接。 4)焊条可进行全方位焊接,无需要把焊件从机器上拆卸下来(现场)
使用注意事项: 根据操作者的熟练程度。如采用上限焊接电流施焊及焊接的位置不同,相应提高焊接速度或采用短断弧焊来减少焊接热输入量避免焊缝白口组织。焊接设备的使用(交直流两用焊机)采用直流焊机时根据熔敷情况改变正负极。 如修复铸铁裂纹的话,将裂纹彻底清除干净,尽量采用机械打磨的方法清除裂纹,裂纹处开坡口,对于铸铁工件厚的裂纹缺陷根据现在情况开坡口,提高焊缝强度。 在寒冷天气或需要特殊加工质量时,应将零件预热至200°C)。 应采用线状焊道和间断焊缝,以防止应力和裂纹;趁热敲打也有助于减少这些问题。 让零件慢慢冷却。 |
Ni99铸铁氩弧焊丝MAC CAST E405 TIG
Ni99铸铁氩弧焊丝MAC CAST E405 TIG
Ni55铸铁焊条MAC CAST E407(AWS A5.15 ENiFe-CI)
|
高强度可加工Ni55镍铁焊条,用于铸铁的连接和堆焊。电流低,电弧平滑,飞溅小,抗裂性高。由于双金属芯线,该产品具有出色的载流能力,可防止过热。用于需要更高强度的灰铸铁、球墨铸铁的修复。也适用于连接铸铁和低碳钢(与Mac Groove E71切割焊条一起使用)、压力容器等。有对应MIG焊丝可供选择。 典型应用:发动机缸体、气缸盖、泵壳、电机外壳、钟形罩、齿轮箱、机器底座、法兰、凸轮、杆类、填充孔、铸造轮齿修复以及堆焊或更换缺失部分。 典型全焊缝金属成分
典型全焊缝金属机械性能(焊态): 抗拉强度: 448 N/mm2 延伸率: 20% 硬度: 180 HB
尺寸Φ/电流:
电流:AC/DC (+)
参考标准:AWS A5.15 ENiFe-CI
储存: 焊条应储存在干燥环境中。如果焊条受潮,应在150°C下重新干燥1小时后再使用。 |
MAC GROOVE E71
|
E71焊条专门设计用于在不使用空气或氧气的情况下对所有金属进行切割、刨削和穿孔等操作。易于使用,几乎不需要什么技巧。在较低的电流下工作,产生的烟雾比同类型焊条通常预期的要少。金属表面被电弧烧焦,使其保持清洁,并为后续焊接操作做好准备。容易生成光滑、均匀的凹槽。适用于在所有金属上进行开槽、切割、刨削和穿孔等操作,即使那些通常难以进行机加工的。这些材料包括淬硬钢、装甲板、硬质堆焊层、铸铁和不锈钢等材料。E71焊条是对接焊缝背面刨削的理想选择,在铸铁件焊接修复前准备时几乎是必不可少的。 尺寸Φ/电流:
电流:AC/DC (+) (AC minimum 70 volts open circuit)
参考标准:N/A
储存:焊条应储存在干燥环境中。如果焊条受潮,应在110°C下重新干燥1小时后再使用。 |