
������ѹ�������Ƴ̡����������ܵ��ӿƼ�
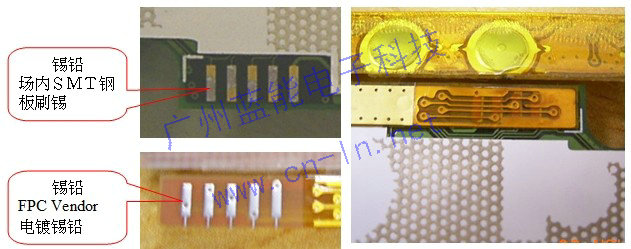
��Ѻ�Ƴ̣�ʹ�����ܣ�����PCB & FPC��Ǧʹ������.����Ǧ���̺�Ӻ�PCB��FPC��
һ����ѹͷ��������������ѹ����ѹͷ��������
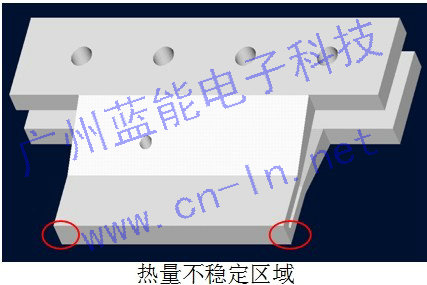
1�� ʹ����ѹͷʱ,��ѹͷ����Ϊ����ɢʧ�������,�����Dz�����ʹ����ѹͷ������Ϊ��ѹ����,��������ѹ����ȫ������ѹ���ȶ�֮���������(ʵ������ʱ,̨����Ѻͷ�л����²���10~15��,���Ǹ���)
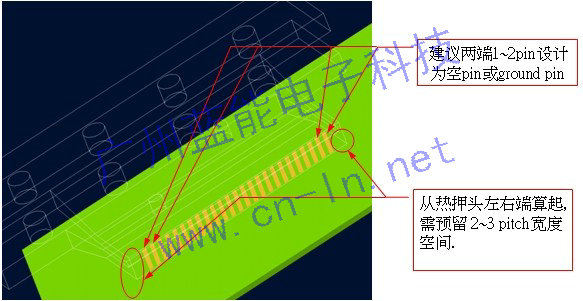
2�� ������Ѻͷ��������ɢ�ȿ�,��������ӱ�Ե����Ԥ��2~3 pitch�ľ���,���ⷢ�����Ҳ�����pin��ʱ���������Ӳ�����
3�� ��������pin���Ϊground pin���ǿ� pin,��Ϊ����������Ѻ������Խϲ
�������ܵ��ӣ���רҵ��Hot bar��������
����Pin & Pitch
1��Pin�Ŀ��ȹ�ϵ�Ƴ̵����̶ȣ�PinԽϸ��������Ƕ�FPC shift��FPC����·�����������FPCԽС��������ԽС����FPC�������̶�ԽС��FPC̫խ���ϣ�����ʹ�õ�pin ����Լ��0.4~0.5mm��
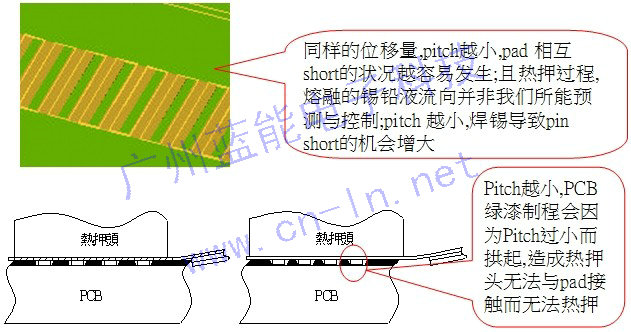
2�� Pitch ���ȹ�ϵλ�Ƶ����̶�֮��,�����ϵPCB�����Ƴ�Ӱ����Ѻ�Ƴ̡����õ�Pitch��ԼΪ1.0~1.1mm.��
3�� Hot bar����Ѻ�Ƴ�ͬʱ��Ѻpin�����������ơ���Ѻpin������ֵ��28 pin����,��Ŀǰ������Ѻpin�����Ϊ24pin������pin����Ʋ�Ҫ����24pin(pitch��Ҫ���Ϊ1.1mm)��
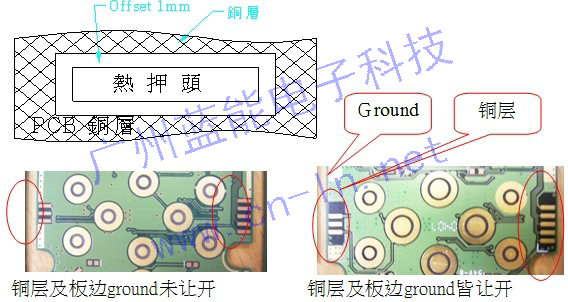
&����ָ����PITCHԼ1mm�o��С������0.8mm
&����ָ�ܳ�+4mm=��ѹͷ����
&3、��ѹͷ����+2mm=ѹͷ����������ȫ����
&��ѹͷ����=2/3����ָ���� �������ܵ��� www.cn-ln.net����רҵ��Hot bar����������ѹ����������
����Hot bar��PCB vs ��Ѻ�Ƴ�
1�� PCB�ϻ������ϲ�����ͭ��,����ͭ����õ��ȵ��岻������Ѻ�Ƴ̣�������Ѻ����������ͭ��.�����ߵ�ground Ҳ����Ҫ�ÿ���
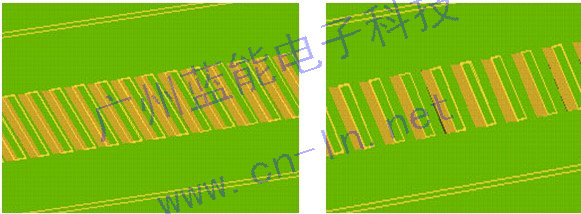
2�� ����Pad֮��·�߿���Ҫ��padͬ���������ᵼ�¸�Pad����ɢʧ������pad��;��˸�Pad���ײ��������Բ�����

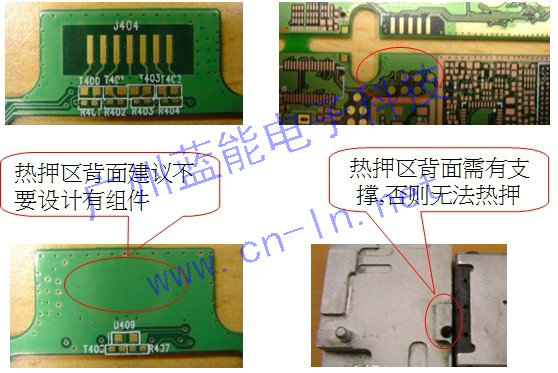
3�� ����Hot bar����Ѻ�����治ҪSMT component����Ϊ��Ѻ���̣�����PCB�����������ɲ�����
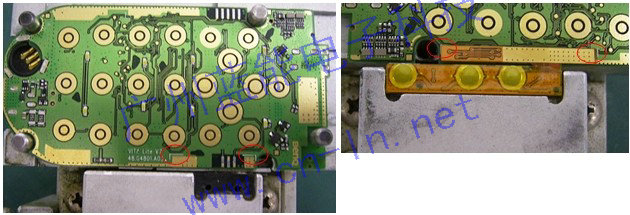
4�� ����PCB����Ѻ�������ߣ�������ѺʱFPC��λ��
�������ܵ��ӿƼ�����˾www.cn-ln.netӵ��30�꾫����ѹ���ļ����;��飬���ļ���Hot bar���ڹ�������ʢ������ȫ������Ϊ�ͻ��ҵ������Ƶĵ㺸�����������˾���й���ʵ���ң���ӭǰ��������
